Сергей Песков - История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей
Здесь есть возможность читать онлайн «Сергей Песков - История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2021, ISBN: 2021, Издательство: Центрполиграф, Жанр: Исторические приключения, Прочая научная литература, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей
- Автор:
- Издательство:Центрполиграф
- Жанр:
- Год:2021
- Город:Москва
- ISBN:978-5-227-09709-5
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Пеностекло используется главным образом в качестве универсального теплоизолятора: в строительном комплексе; жилищно-коммунальном комплексе; в сельском хозяйстве; энергетике; машиностроении; химической и нефтехимической отраслях; пищевом; бумажном; фармацевтическом и других производствах.
Посуда из стекла
Для создания смеси для производства посуды используют основные сырьевые материалы и вспомогательные. Первые образуют стеклянную основу. К ним относятся: кремнезем оксид цинка или алюминия, борный ангидрид, известняк, доломит, сода, сульфат натрия, витерит, глет и свинцовый сурик. Второй тип сырья помогает придать изделию высокие технические характеристики и желаемый цвет, оттенок, форму. Для этого активно используются ускорители варки стекломассы, ее осветлители, красители, окислители, обесцветиватели, восстановители и глушители.
– Красители при варке стеклянной основы придают ей желаемый цвет. Они подразделяются на коллоидно-дисперионные: химические соединения сурьмы, селена, меди, серебра или золота и молекулярные: оксиды легких и тяжелых металлов.
– Обесцвечивающие добавки удаляют или снижают активность красителей стекломасс. В их качестве применяется хлористый натрий, селитра, оксиды сурьмы и другие химические соединения.
– Глушители придают стекломассе непрозрачность и окрашивают изделия в белый цвет. Для этого в основу добавляются химические соединения сурьмы и олова, фосфорно-кислые или фтористые компоненты.
– Восстановитель и окислитель материалов необходим при варке цветной стеклянной основы. Обычно это винный камень, углерод, двухлористое олово, натриевая или калиевая селитра.
– Ускорители варки стекломассы сокращают время на производство стеклянной посуды и сувениров. Для этого используют алюминиевые соли, борный ангидрид или фтористые вещества.
После определения количества необходимых компонентов для приготовления стеклосмеси – шихты и ее непосредственного смешивания начинается процесс варки массы. Часто для увеличения выхода продукции и сокращения временных и материальных затрат заводами-производителями в шихту добавляется до 30 % стекольного боя, оставшегося от предыдущего производства изделий, имеющих аналогичный состав.
Стекловаренные печи способны переплавить смесь в качественную стекломассу и остается только перейти к следующему этапу производства стеклянной посуды.
Производство
Выработка посуды для повседневного использования может производиться четырьмя основными способами. Все они отличаются по технологии, трудозатратам и качеству готовых изделий.
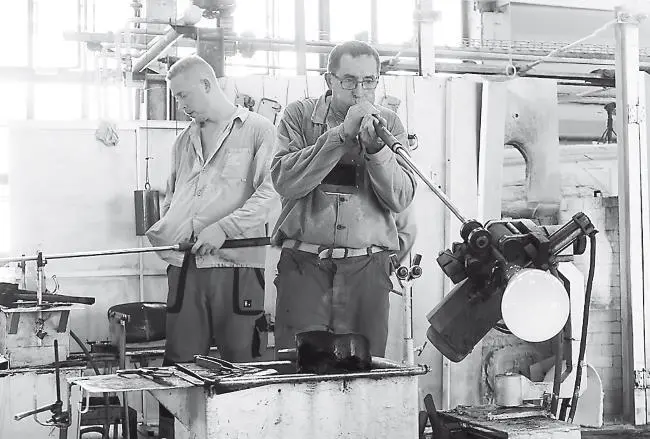
Под давлением нагнетаемого в трубку воздуха стеклянная масса расширяется, превращаясь в толстостенный пузырь
Выдувание
При производстве посуды выдувным способом вручную полуостывшую расплавленную стеклянную массу набирают на один конец стальной трубки, имеющей в верхней части резиновый баллон, с помощью которого в трубку нагнетается воздух. Изобретение такой трубки советскими инженерами А.Я. Гринбергом, М.С. Гандшу и И.С. Благообразовым является крупнейшим достижением. До этого воздух в трубку вдувался стеклодувом непосредственно ртом, что делало изнурительным его труд.
Под давлением нагнетаемого в трубку воздуха стеклянная масса расширяется, превращаясь в толстостенный пузырь, называемый баночкой. Последняя после подогревания в печи, иногда и после дополнительного набора на нее стеклянной массы, раздувается в специальных формах, в которых принимает очертания определенного изделия или его части. Формы бывают нераскрывными (для обыкновенных стаканов и других изделий простой формы) и раскрывными (для фигурных изделий – графины, кувшины и др.)
Изделия сложной формы (рюмки, бокалы, изделия с ручками) изготовляют по частям, которые соединяются раньше того момента, когда стекло начнет застывать.
Если у изделий при выдувании должна быть отделана верхняя часть (горлышко у графинов, верхняя часть кувшинов и т. п.), то их после выдувания в формах закрепляют донышком на так называемой понтии (железный прут с кружком на конце), либо захватывают различными инструментами (хватками), а затем отделяют от выдувальной трубки.
После выдувания изделия направляют в специальные печи для так называемого отжига, при котором изделия выдерживают некоторый срок при температуре 500–600 °C и затем медленно охлаждают.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей»
Представляем Вашему вниманию похожие книги на «История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.








Обсуждение, отзывы о книге «История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.