Юрий Пономарёв - Последний стальной
Здесь есть возможность читать онлайн «Юрий Пономарёв - Последний стальной» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Последний стальной
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Последний стальной: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Последний стальной»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Последний стальной — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Последний стальной», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Впоследствии результаты этих работ были подтверждены стрельбами на реальные дальности по уже получившим официальное название СШ-68 шлемам серийного производства. При этом были получены дальности 50% непробития (при попаданиях только в зачётные зоны) 650-700 м против 700-750 м у СШ-60. А дальности непробития шлемов 860-910 м и 930-980 м соответственно.
По техническим условиям на изготовление СШ-60 шлем не должен пробиваться лёгкой пулей при скорости полёта 305-315 м/с, что соответствует нормализованной дальности 928-983 м. Следует пояснить, что зачётные зоны располагаются в наиболее критичных местах проекции купола и при попадании в другие местадальности непробития могут значительно уменьшиться.
В октябре 1968 г. техком УВС рассмотрел представленные результаты испытаний. Несмотря на то, что поставленная цель повысить пулестойкость опытного шлема на 10% так и не была достигнута, результаты работ были признаны удовлетворительными. Согласно календарному плану работ оставался последний этап – подготовка серийного производства и проверка готовности предприятия-изготовителя «ЗКО») к нему, на что ушло практически два года. В это время на «ЗКО» было проведено несколько сравнительных испытаний предсерийных СШ-68 с СШ-60. В 1972 г. на основании заключения межведомственной комиссии о готовности технической документации и производственной базы «ЗКО» к серийному производству шлемов СШ-68 техкомом УВС принято решение о его серийном производстве, которое началось во второй половине 1973 г. Шлему СШ-68 была уготована долгая и богатая событиями жизнь. Более тридцати лет он состоит на снабжении армии, пройдя с ней московские парады, войны и локальные конфликты, СШ-68 стал последним классическим (именно последним, а не «крайним») отечественным стальным шлемом, принятым на снабжение армии.
Солдату XXI века потребовалась более серьёзная защита. Пришло время бронешлемов.
За всё время производства СШ-68 видоизменялся только материал подбородочного ремешка (кожа была заменена брезентом) и конструкция пряжки в целях удешевления. Удивителен тот факт, что не было даже попытки использования Y-образных подбородочных ремешков с четырёхточечным креплением (позаимствованным тоже у М-56) обеспечивающих более точное и прочное позиционирование шлема на голове, которым комплектовались СШ-40 и СШ-60 в 60-х годах. Для этого были отработаны варианты крепления подбородочного ремешка к штатным подшлемникам этих шлемов.


Конструкция подтулейного устройства СШ-60 и СШ-68 одинакова (фото вверху). На фото снизу показано четырёхточечное крепление подбородочного ремешка СШ-60

Эволюция пряжки подбородочного ремешка СШ-68 в сторону упрощения
СШ-68 как и предшественник СШ-60 изготавливался в трёх размерах (ростах): I соответствует размеру головы до 55, II – 56-58 и III – 59 и более. Вес шлемов при этом составлял от 1,1 до 1,3 кг соответственно.
Кроме клеймения ударным методом на внутренней поверхности тыльной части должна наноситься маркировка мастичными штампами: прямоугольной формы с указанием условного размера (роста), предприятия изготовителя и года изготовления; круглой формы – порядкового номера партии с начала года, клеймо ОТК и представительства заказчика. СШ-68 упаковывались в деревянные ящики по 30 шт. в основном в пропорции: I рост – 12 шт., II – 16 шт., III – 2 шт (встречается и 15 – 13 – 2, и 15 – 14 – 1).
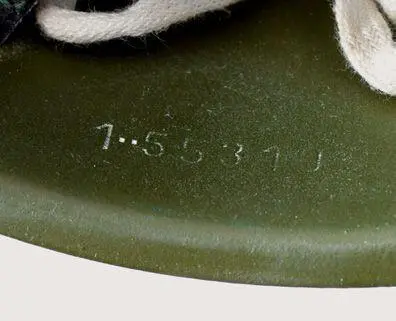


Клеймение корпуса выполнялось ударным способом: у СШ-60 на внутреннюю сторону тыльной части наносились размер (рост) и номер плавки металла. На нижней стороне козырька могли располагаться клейма пулевой пробы партии шлемов и повторной термообработки. У СШ-68 эти клейма расположены на нижней части козырька (нижнее фото)
В 1992 г. «ЗКО» прекратил производство СШ-68, изготовив за немногим менее 20 лет около 10 млн шт. Точную цифру можно будет узнать только после рассекречивания документов Гособоронзаказа за эти годы.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Последний стальной»
Представляем Вашему вниманию похожие книги на «Последний стальной» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.
Обсуждение, отзывы о книге «Последний стальной» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.