Журнал «Юный техник» - Юный техник, 2005 № 05
Здесь есть возможность читать онлайн «Журнал «Юный техник» - Юный техник, 2005 № 05» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2005, Жанр: Технические науки, periodic, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Юный техник, 2005 № 05
- Автор:
- Жанр:
- Год:2005
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Юный техник, 2005 № 05: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Юный техник, 2005 № 05»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Юный техник, 2005 № 05 — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Юный техник, 2005 № 05», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Но если бы пришелец с другой планеты присмотрелся к работе токаря, то мог бы решить, что цель работы — дым, стружки и грязь. И во многом оказался бы прав.
Токарные станки, как сказано, существуют давно, и, казалось бы, токари должны были давно овладеть работой на них в совершен стве. Но, увы, каждая действительно новая деталь и сегодня дается с немалым трудом.
Это связано с тем, что технический прогресс в производстве машин первым делом отражается на их деталях. Появляются более прочные материалы, стойкие к износу, высоким температурам. К тому же делать их нужно все точней и точней, да и побыстрей. И как только клубок новых требований обрушивается на головы технологов, им приходится решать множество противоречивых задач.
Основная их масса сосредоточена на кончике резца. Вот что происходит, когда резец, вгрызаясь в деталь, начинает снимать с нее стружку.
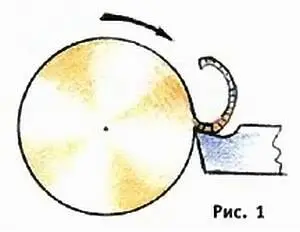
Прежде всего, он непрерывно раскалывает перед собой металл, создавая множество параллельных трещин, из которых затем формируется стружка. Заметить это во время работы станка можно лишь при помощи специального прибора. Однако, посмотрев на стружку под лупой, вы убедитесь, что это именно так: на ней множество крохотных трещин (рис. 1).
Сойдя с режущей кромки, стружка изгибается и ударяет в «тело» резца. В этом месте выделяется тепло. Оно составляет 80 % от мощности на валу станка. Не удивительно, что резец порою раскаляется докрасна и теряет прочность. Кроме того, мельчайшие, как порошок, раскаленные осколки стружки создают на резце наплыв, изменяя его форму и делая непригодным к работе.
Со всеми этими неприятностями борются много лет. В XIX веке резцы делали из твердого, как стекло, отбеленного чугуна. В XX веке, когда появились прочные стали, легированные никелем, хромом и марганцем, специально для их обработки создали сверхпрочные стали — с добавлением вольфрама и ванадия. Со временем процент железа в ней уменьшали, от чего она становилась все тверже, и, наконец, ее стали называть уже не сталью, а твердыми сплавами. Они крайне дороги. Поэтому на стальной резец припаивают лишь крохотную пластинку такого сплава.
Сверхтвердые сплавы могут работать, не тупясь, при температуре до тысячи градусов. Но при таком режиме нельзя получить высокой точности и гладкой поверхности. К тому же высокая температура уменьшает прочность детали, а раскаленная стружка попросту опасна для окружающих. Но токари еще исстари избегали перегрева, охлаждая резец. Поначалу это делали маслом. Но его требовалось все больше, а стоит оно недешево. Тогда стали применять эмульсии. Первоначально это были смеси масла, воды и мыла, а потом к ним стали добавлять и другие вещества. Постепенно в обиход металлообработчиков вошли смазочно-охлаждающие жидкости, или СОЖ.
Со временем стали замечать: СОЖ не только охлаждают и смазывают деталь, что естественно повышает производительность, но и как бы снижают прочность металла при ее обработке, не влияя на прочность готовой детали. Этот эффект зависел как от химических свойств металла, так и от состава самой жидкости.
Опытным путем установили, например, что СОЖ, помогающая в работе с легированной сталью, бесполезна при работе с чугуном и даже вредна при обработке алюминия.
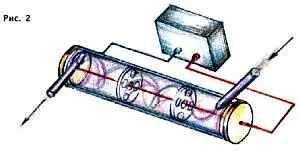
Первое научное объяснение действия СОЖ на металлы дал советский ученый академик П.А.Ребиндер. Эти жидкости содержат в своем составе особые вещества, которые он называл «понизителями твердости». Попав в мельчайшую клиновидную трещинку на поверхности металла, молекулы веществ — понизителей твердости просачиваются внутрь, как вода в капилляр. При этом они давят на ее стенки с давлением до тысячи атмосфер, что приводит к дальнейшему расширению трещины, а значит, к снижению прочности металла (рис. 2).
На основе теории Ребиндера были созданы СОЖ, уменьшающие нагрузку на резец, охлаждающие его и ускоряющие скорость резания металла. Казалось бы, в принципе проблемы резания металла решены. Но…
В токарном цехе большого завода можно было видеть такую картину. Вращается деталь. На резец течет струя мутно-белой СОЖ. Эта жидкость уносит образующиеся при работе стружки сначала в канавку на бетонном полу. Эта и другие канавки впадают в большие канавы, несущие стружки вдоль цеха. Где-то в конце стружки собирают, отделяют от них СОЖ и возвращают ее обратно на резцы станков, а стружки прессуют и отправляют на переплавку.
Читать дальшеИнтервал:
Закладка:
Обсуждение, отзывы о книге «Юный техник, 2005 № 05» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.