ВЕРТОЛЁТ 2000 01
Здесь есть возможность читать онлайн «ВЕРТОЛЁТ 2000 01» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2000, Жанр: sci_transport, periodic, military_weapon, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:ВЕРТОЛЁТ 2000 01
- Автор:
- Жанр:
- Год:2000
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
ВЕРТОЛЁТ 2000 01: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «ВЕРТОЛЁТ 2000 01»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
ВЕРТОЛЁТ 2000 01 — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «ВЕРТОЛЁТ 2000 01», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Введем коэффициент р, который равен
где k – число лопастей в несущем винте; N – центробежная сила лопастей; С пол – полетный вес.
Коэффициент р характеризует нагруженность втулки центробежными силами лопастей и косвенно оценивает отношение веса втулки к полетному весу.
Из табл. 3 следует, что нагруженность втулки несущего винта при использовании композитных лопастей больше, чем при использовании металлических лопастей традиционной конструкции. При этом лопасти, изготовленные по намоточной технологии, нагружают втулки в 1,1-1,65 раза больше, а лопасти, изготовленные по укладочной технологии, в 1,05-1,5 раза больше, чем металлические.
Подтверждение этому находим на рис. 1, где представлены обобщенные оценки весовых коэффициентов лопастей различных вертолетов. (См. Тищенко М.Н., Некрасов А.В., Радин А.С. «Вертолеты. Выбор параметров при проектировании», 1978 г.).
На этом же рисунке показаны весовые коэффициенты лопастей несущих винтов k* лс учетом различий в удлинениях лопастей (выделенная область относится к лучшим в весовом отношении конструкциям лопастей с дюралеалюминиевым прессованным лонжероном, стальным трубчатым лонжероном и стеклопластиковым каркасом; пунктирными линиями показаны границы минимально допустимого веса лопасти по условию g~7 (к л =5,5); приведены также к л рулевых винтов).
Весовой коэффициент лопастей Ми-34 в 1,15-1,2 раза выше коэффициента большинства традиционных лопастей. То, что эта величина сопоставима с величиной весового коэффициента лопастей вертолета Ка-26 (Ка-226), изготовленных по укладочной технологии, не может служить оправданием, так как эти лопасти были спроектированы около 30 лет назад. Более современные лопасти для вертолета Ка-32, изготовленные по укладочной технологии, имеют существенно меньший весовой коэффициент, равный 13,0, что подтверждает преимущество указанной технологии.
Итак, преимущество композитных лопастей, изготовленных по укладочной технологии, очевидно. Если судить по характеристикам лопастей вертолета Ка-32, укладочная технология позволяет снизить нагрузки на втулку на 10-15%, а также на 10-15 % уменьшить относительный вес лопасти в конструкции вертолета.
К тому же намоточная технология, обуславливая практически постоянные сечения лопасти по ее радиусу, не позволяет эффективно регулировать распределение материала как по сечению, так и по длине лопасти.
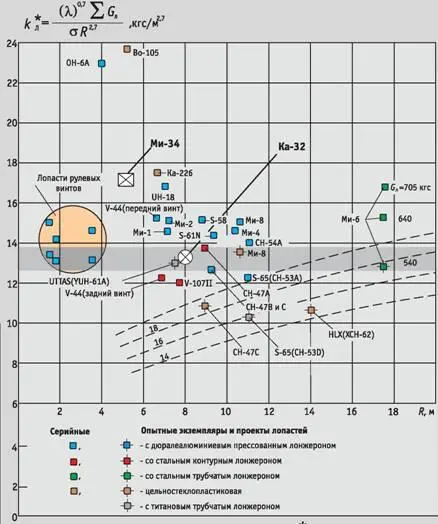
Рис. 1. Весовые коэффициенты лопастей несущих винтов k* лс учетом различий в удлинениях лопастей

Лопасть вертолета CH-47
Прямоугольные в плане лопасти несущего винта были «навязаны» особенностями технологии изготовления лонжеронов металлических лопастей. Это, прежде всего, прессование в виде замкнутого полого профиля постоянного сечения по длине и требования необходимой усталостной прочности. Переход к серийному производству тоже привел к необходимости упрощения технологии, что сказалось прежде всего на выборе геометрии.
Если же говорить о весовом совершенстве вертолета и тяговых характеристиках несущего винта, более целесообразной является трапециевидная в плане лопасть, которая к тому же совсем необязательно должна иметь четко выделенную конструктивно-технологическую часть – лонжерон. Композиционные лопасти, изготовленные по укладочной технологии, легко переносят неизбежное увеличение переменных напряжений, возникающее в полете. Кроме того, технология укладки позволяет создавать лопасти различной геометрии, в том числе и трапециевидные, а также варьировать формы концевой ее части (законцовки).
Изготовление трапециевидных лопастей по укладочной методике технологических проблем не вызывает. При использовании же технологии намотки (если это вообще возможно) могут возникнуть большие сложности.
Стремление применять композиционные материалы при изготовлении лопастей вертолетов обусловлено необходимостью решения следующих задач:
- уменьшения веса лопастей и конструкции вертолета в целом и нагрузок на втулки;
- повышения усталостной прочности конструкции.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «ВЕРТОЛЁТ 2000 01»
Представляем Вашему вниманию похожие книги на «ВЕРТОЛЁТ 2000 01» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.

Обсуждение, отзывы о книге «ВЕРТОЛЁТ 2000 01» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.