Наука и жизнь, 1999 № 01
Здесь есть возможность читать онлайн «Наука и жизнь, 1999 № 01» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 1999, Жанр: sci_popular, periodic, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Наука и жизнь, 1999 № 01
- Автор:
- Жанр:
- Год:1999
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Наука и жизнь, 1999 № 01: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Наука и жизнь, 1999 № 01»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Наука и жизнь, 1999 № 01 — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Наука и жизнь, 1999 № 01», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
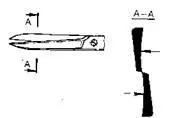
Рис. 3
Покупая ножницы, обратите внимание на качество стали, например, проверив твердость металла надфилем.
Перед заточкой проверьте зазор между режущими половинками вблизи шарнира. Если он слишком велик, уменьшите зазор, завернув винт и расклепав его с другой стороны (рис. 4).
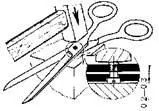
Рис. 4
Слишком тугой шарнир ослабьте, подложив шайбу так, чтобы головка винта оказалась точно против отверстия, и нанеся несколько ударов молотком по расклепанному торцу (рис. 5).
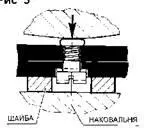
Рис. 5
Если шарнир в порядке, проверьте наличие зазора между режущими половинками. При отсутствии на каком- то участке зазора подогните здесь половинки навстречу одна другой (рис. 6). Для этого используйте тиски, установив расстояние между их губками на 1-2 мм больше толщины режущих половинок.

Рис. 6
Поместив одну из половинок между губками, постепенно выдвигайте ее, прикладывая не слишком большое усилие (рис. 7).

Рис. 7
Если этого окажется недостаточно, воспользуйтесь наковальней и двумя пластинками толщиной 5-10 мм, чтобы они образовали заниженный участок шириной 25-30 мм (рис. 8).

Рис. 8
Еще обратите внимание на контакт режущих половинок, определите ширину блестящих полосок на поверхностях режущих половинок – назовем их «пятна контакта». Эти пятна появляются при трении одна по другой половинок (рис. 9). При ширине пятен не свыше 0,5-1 мм не составит большого труда привести в порядок ножницы, поскольку снимать металл придется только с одной грани каждой половинки.

Рис. 9
Ширина «пятен контакта» более 1,5-2 мм говорит об интенсивном износе, когда ножницами долго резали материалы с абразивными частицами, либо о плохой стали, либо об изъяне в самой конструкции (когда, например, «забыли» сделать вогнутыми сопрягаемые грани режущих половинок). В этом случае понадобится разобрать ножницы и восстановить либо сформировать заново вогнутые поверхности.
Сперва о случае, не требующем разборки. Большие и средние ножницы для бумаги и ткани с длиной кромок 70- 130 мм лучше острить на электроточиле. Так же, как и при заточке ножа, движения делайте плавные, с примерно одинаковыми (рис. 10) на
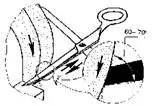
Рис. 10
всем протяжении лезвия перемещением и прижатием. Снимайте металл до тех пор, пока ширина «пятна» не уменьшится до 0,2-0,3 мм, либо, если «пятно контакта» и до заточки достаточно узко, до тех пор, пока скругление кромки не станет настолько малым, что отраженный ею свет не будет улавливаться глазами. Последний проход абразивным кругом – чистовой, после него остается ровный «рисунок» микронеровностей, а затачиваемая грань представляет собой почти плоскость.
После заточки обеих половинок с кромок удалите заусеницы. Сперва сведите половинки вместе так, чтобы они не касались одна другой. Для этого разожмите их в стороны большим и указательным пальцами левой руки (рис. 11).
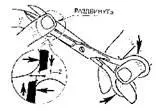
Рис. 11
Затем разведите половинки, при этом, наоборот, прижмите их посильнее одна к другой (рис. 12). В результате заусеницы отогнутся, и останется только удалить их мелкозернистым бруском или наждачной бумагой «нулевкой».
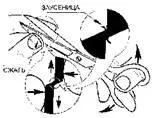
Рис. 12
При необходимости обламывание заусениц повторите несколько раз (рис. 13).

Рис. 13
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Наука и жизнь, 1999 № 01»
Представляем Вашему вниманию похожие книги на «Наука и жизнь, 1999 № 01» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Наука и жизнь, 1999 № 01» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.