Джеймс Гордон - Конструкции, или почему не ломаются вещи
Здесь есть возможность читать онлайн «Джеймс Гордон - Конструкции, или почему не ломаются вещи» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: sci_build, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Конструкции, или почему не ломаются вещи
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Конструкции, или почему не ломаются вещи: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Конструкции, или почему не ломаются вещи»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга посвящена проблемам конструирования и физическим основам теории прочности. Материал излагается очень доходчиво и популярно, с минимумом формул (насколько это вообще возможно).
Конструкции, или почему не ломаются вещи — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Конструкции, или почему не ломаются вещи», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Даже более важным является то, что заклепки допускают небольшие взаимные смещения соединяемых элементов. За счет этого может происходить перераспределение нагрузки, позволяющее избежать последствий концентрации напряжений - бича всех видов соединений. Этот процесс навеки запечатлен в киплинговской "Душе корабля". То, как Киплинг за много лет до Инглиса и Гриффитса смог почувствовать суть проблем концентрации напряжений и распространения трещин в конструкциях, воистину замечательно, и прочесть некоторые его рассказы о конструкциях было бы полезно студентам-механикам.
Каждая отдельная заклепка может чуть-чуть смещаться, ослабляя тем самым наихудшие последствия концентрации напряжений. Иногда целесообразно использовать соединение с несколькими заклепками, поставленными в ряд одна за другой, так как концевые заклепки могут испытать смещения, достаточные для того, чтобы после этого часть нагрузки могли принять на себя заклепки, стоящие посредине. После того как свежее заклепочное соединение двух стальных или железных пластин подверглось нагружению, которое в итоге привело к удовлетворительному распределению напряжений, положительную роль может сыграть ржавчина. Постепенно образующиеся продукты коррозии, оксиды и гидроксиды железа, расширяясь, как бы замыкают соединение и исключают проскальзывание соединяемых элементов относительно друг друга при разгрузке. Далее, ржавчина, подобно клею, частично передает сдвиговые усилия между пластинками, и поэтому со временем прочность заклепочного соединения внахлестку, как правило, повышается.
Отверстия под заклепки в больших стальных конструкциях, таких, как корабли и котлы, обычно пробивают. Хотя это быстрый и дешевый способ, он не вполне удовлетворителен, поскольку металл на краях отверстия становится хрупким и часто содержит небольшие трещины. А это уже плохо, так как в областях около отверстий заведомо будет возникать концентрация напряжении. Поэтому лучше пробивать отверстия меньшего размера, а затем их рассверливать. Хотя это увеличивает стоимость изделий, но в то же время прибавляет соединению прочность и надежность.
Заклепочные и болтовые соединения могут иметь самую разную форму и размеры, но возможные пути их разрушения сводятся к трем формам: сдвиг по самим заклепкам (рис. 45, а ), заклепки вырываются из одной из пластинок (то есть круглые отверстия превращаются в удлиненные) (рис. 45, б ), разрыв материала одной из пластинок вдоль линии заклепок - как при отрывании почтовой марки (рис. 45, в ).
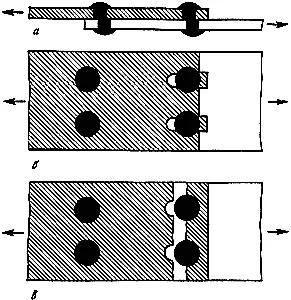
Рис. 45. Три возможных варианта разрушения заклепочного соединения. а - сдвиг по самим заклепкам; б - заклепки вырываются из одной пластинки; в - разрыв материала одной из пластинок.
Во всех случаях, когда используется заклепочное соединение, необходимо проверить с помощью расчетов, не разрушится ли оно каким-либо из этих трех путей. "Правила" проектирования заклепочных соединений можно найти почти во всех технических справочниках.
Сварные соединения
Сварка всех видов в настоящее время широко используется в стальных конструкциях. Она не только дешевле клепки, но и дает некоторый выигрыш в прочности и весе. Кроме того, на кораблях заклепочные головки, располагающиеся ниже ватерлинии, немного увеличивают сопротивление движению.
Наиболее сложной является электрическая дуговая сварка. Выполняя ее, сварщик посредством изолирующего зажима держит в правой руке стальной электрод, а в левой - защитный щиток или экран, снабженный очень темными стеклами, сквозь которые можно без вреда для зрения наблюдать за электрической дугой между концом электрода и выполняемым швом. При обычно используемом напряжении в 30-50 В дуга имеет длину около 7 мм, благодаря ей на конце электрода образуется небольшое количество расплавленного металла, которым сварщик заполняет шов, двигаясь вдоль соединения. В результате образуется непрерывная полоска - сварной шов шириной 5-10 мм, который застывает, образуя соединение. При необходимости увеличить ширину шва процесс повторяют несколько раз.
Сварка, выполненная надлежащим образом, как правило, очень прочна и служит надежно, но недостаточное мастерство или недостаточное внимание сварщика к работе влекут за собой дефекты сварных швов, к их числу принадлежат включения из шлака, которые уменьшают прочность соединения и наличие которых трудно проконтролировать. Неумелый сварщик легко может перегреть металл вокруг соединения, вызвав тем самым серьезные поводки конструкции. Это особенно часто происходит при сварке тяжелых и толстых деталей. Именно такого рода дефекты сварки в основаниях двигателей послужили причиной серьезных неприятностей с линкором "Граф Спи".
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Конструкции, или почему не ломаются вещи»
Представляем Вашему вниманию похожие книги на «Конструкции, или почему не ломаются вещи» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.
![Стивен Кинг - Необходимые вещи [= Нужные вещи]](/books/67357/stiven-king-neobhodimye-vechi-nuzhnye-vechi-thumb.webp)




Обсуждение, отзывы о книге «Конструкции, или почему не ломаются вещи» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.