Александр Полулях - Тяжелосредное обогащение углей
Здесь есть возможность читать онлайн «Александр Полулях - Тяжелосредное обогащение углей» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2020, Жанр: Прочая научная литература, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Тяжелосредное обогащение углей
- Автор:
- Жанр:
- Год:2020
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Тяжелосредное обогащение углей: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Тяжелосредное обогащение углей»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Тяжелосредное обогащение углей — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Тяжелосредное обогащение углей», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Такое утверждение согласуется с законами термодинамики, согласно которым всякая система стремится к равновесию, при этом по одному параметру систему легче привести в равновесие, нежели по нескольким параметрам одновременно.
Разделение угля в тяжелых жидкостях служит примером однофункционального процесса, в котором сепарация осуществляется по контрастности в плотностях полезного и неполезного компонентов. Наличие тонкодисперсных шламов ухудшает сепарационные характеристики тяжелосредных сепараторов, но это вовсе не означает, что крупность перерабатываемого материала является разделительным признаком. Высокодисперсные шламы приводят к изменению свойств разделительной среды: повышают ее вязкость и плотность.
Обогащение по одному разделительному признаку – плотности разделяемых частиц – позволяет добиться максимальной эффективности гравитационного обогащения прежде всего потому, что сводится к минимуму влияние крупности обогащаемого материала. Приводим технологические возможности типичного разделительного оборудования по величине средневероятного отклонения Е pm в кг/м 3в зависимости от плотности разделения и крупности обогащаемого материала в табл. 1.1 [1, 2].
Таблица 1.1
Технологические возможности углеобогатительного оборудования
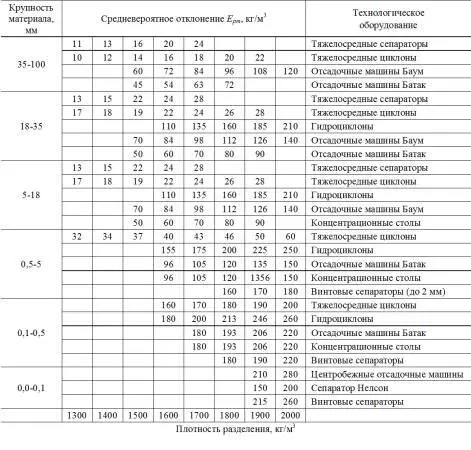
Взаимозасорение продуктов разделения достигает минимального уровня при разделении по одному признаку в широком диапазоне крупности. Как видно из представленной табл. 1.1 вплоть до ультратонкой крупности 0,1 мм тяжелосредная сепарация значительно опережает по эффективности другие процессы типа гидравлической отсадки в отсадочных машинах Баум и Батак, гидроциклонирования, мокрой винтовой сепарации (МВС), концентрации на столах.
На рис. 1.2 графически показана диаграмма суммарной засоренности концентрата и породы при обогащении угля средней обогатимости на различных аппаратах [3]. Наименьшая засоренность достигается в тяжелых средах. Засоренность продуктов обогащения отсадочных машин несколько выше. Остальные обогатительные аппараты выпускают концентрата и породу со значительно большей суммарной засоренностью.
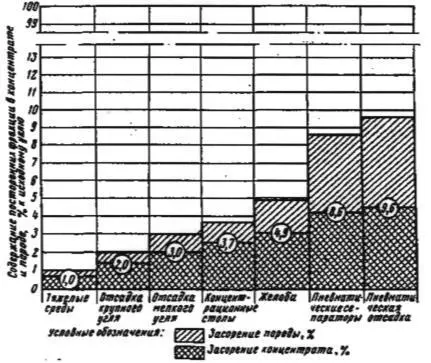
Рис. 1.2. Диаграмма суммарной засоренности концентрата и породы при обогащении угля средней обогатимости на различных аппаратах
При обогащении крупнозернистого шлама эффективность технологического действия различных процессов приведена на рис. 1.3 [4]. Из рис. 1.3 следует, что в диапазоне крупности наибольшую технологическую эффективность при обогащении шламов имеют тяжелосредные гидроциклоны. В диапазоне 0,35-1 мм предпочтение отдается мокрой винтовой сепарации при обогащении диапазона менее 0,35 мм на первое место выходит флотации.
Таким образом, процесс разделения минералов в тяжелых средах стал неотъемлемой частью технологии обогащения углей и все больше вытесняет другие гравитационные методы при модернизации старых и строительстве новых углеобогатительных фабрик.
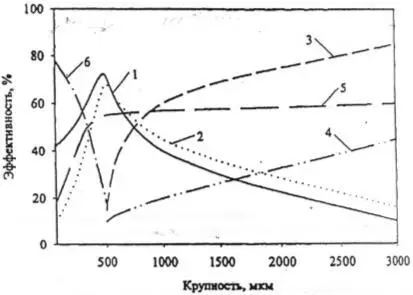
Рис. 1.3. Диапазон эффективного технологического действия различных процессов при обогащении угольной мелочи (по Дюпрену):
1 – винтовые сепараторы; 2 – концентрационные столы; 3 – тяжелосредные циклоны; 4 – отсадка; 5 – гидроциклоны; 6 – флотация
Анализ технологических схем вновь строящихся углеобогатительных фабрик как в Украине [5], так и за рубежом [6, 7], а также материалы XVI и XVII конгрессов по углеобогащению [8, 9] свидетельствуют, что для обогащения мелкого машинного класса угля повсеместно используются только тяжелосредные гидроциклоны с магнетитовой суспензией. Целесообразность их применения вместо гидравлических отсадочных машин подтверждается известными данными по значениям Е pm для этого оборудования. Так, по данным статьи [1], при низкой плотности разделения (1600 кг/м 3) разность в значениях Е pm для отсадочной машины Батак и тяжелосредного гидроциклона для крупности 35-100 мм составляет 54–16 = 38 кг/м 3, для крупности 18-5 мм – 60–22 = 38 кг/м 3, для крупности 5-18 мм – 66–22 = 44 кг/м 3, для крупности 0,5–5 мм – 96–40 = 56 кг/м 3. Тоже при высокой плотности разделения 1800 кг/м 3соответственно 72–20 = 52; 80–26 = 54; 84–24 = 60; 120 – 46 = 74 кг/м 3.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Тяжелосредное обогащение углей»
Представляем Вашему вниманию похожие книги на «Тяжелосредное обогащение углей» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Екатерина Дмитриева - Александр I, Мария Павловна, Елизавета Алексеевна - Переписка из трех углов (1804–1826). Дневник [Марии Павловны] 1805–1808 годов](/books/42052/ekaterina-dmitrieva-aleksandr-i-mariya-pavlovna-e-thumb.webp)




Обсуждение, отзывы о книге «Тяжелосредное обогащение углей» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.