Владимир Завьялов - Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства
Здесь есть возможность читать онлайн «Владимир Завьялов - Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: История, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Для археологов, историков, этнографов.
Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
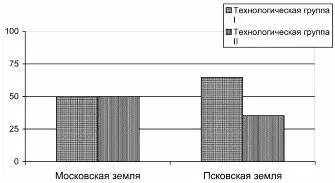
Наиболее представительные коллекции аналитических данных происходят из Москвы (65 ножей) и Пскова (46 ножей). Среди продукции из Москвы представлены все технологические схемы, известные и в предшествующий период (рис. 56). Однако соотношение этих схем меняется. Большее значение приобретают технологические схемы, входящие в технологическую группу I (57 %) (рис. 57). Среди изделий технологической группы II доминирующее положение занимает технология косой боковой наварки, но применяются также и другие варианты наварки: торцовая, V-образная (рис. 58–59). Отметим практически стопроцентное применение термообработки.
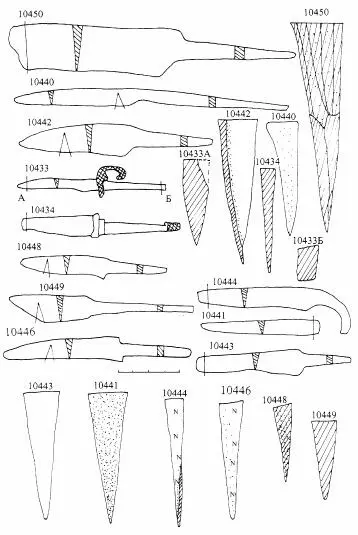
Рис. 56. Москва. Ножи XVI–XVII вв. и технологические схемы их изготовления
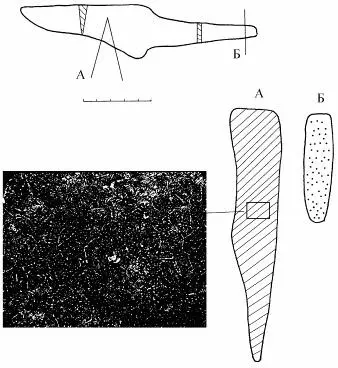
Рис. 57. Москва. Цельностальной нож. Ан. 8687
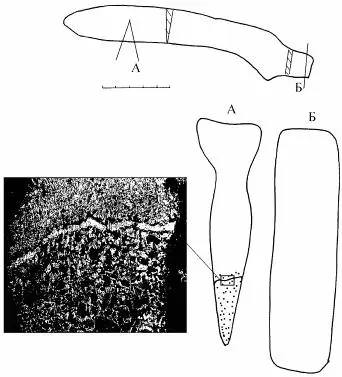
Рис. 58. Москва. Нож с наварным лезвием (торцовая наварка). Ан. 8677
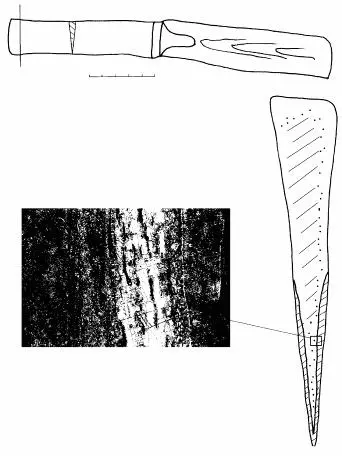
Рис. 59. Москва. Нож с наварным лезвием (V-образная наварка). Ан. 8678
Близкую картину дает Псков. Здесь технологическая группа I также доминирует (61 %). Обращает на себя внимание высокая доля изделий, выполненных целиком из железа. По всей видимости, цельножелезные ножи относятся к дешевой продукции. На примере кузнечных изделий из Москвы прослеживается использование разных источников сырья: мы фиксируем здесь как низкофосфористый металл, так и высоко-фосфорное железо. Наши наблюдения о соотношении двух технологических групп по материалам Москвы и Пскова (табл. 17) подтверждаются данными из других памятников.
В целом, давая технико-технологическую характеристику такой категории, как ножи, можно заметить, что преобладают изделия технологической группы I (59 %), а среди них более половины занимают цельностальные изделия (рис. 60–61). Прослеживается явная тенденция отхода от применения сложных наварных технологий в пользу простых технологических схем. Напомним, что увеличение доли предметов, выполненных в простых технологических схемах, в ведущих ремесленных центрах (прежде всего в Пскове и Новгороде) отмечалось уже в XIII в. Ав XV в. технологическая группа I в Пскове преобладает. Причина наблюдаемого роста, на наш взгляд, заключается в расширении емкости рынка, который требовал увеличения количества продукции. Эта задача решалась за счет широкого использования стали-уклада. Данный вид сырья позволял существенно, не снижая рабочих качеств орудия, увеличить количество производимой продукции из-за меньших трудовых затрат при изготовлении цельностального ножа.
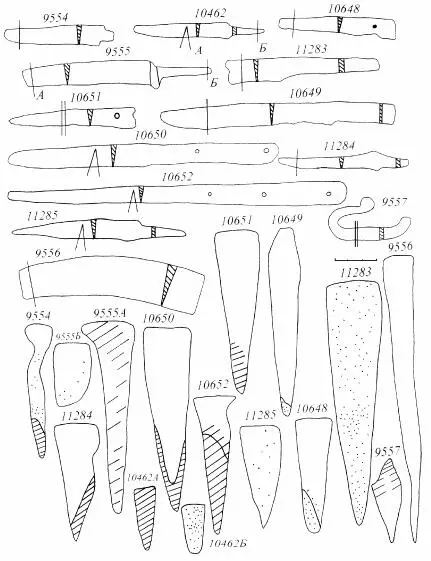
Рис. 60. Ростиславль Рязанский. Кузнечные изделия XVI в. и технологические схемы их изготовления
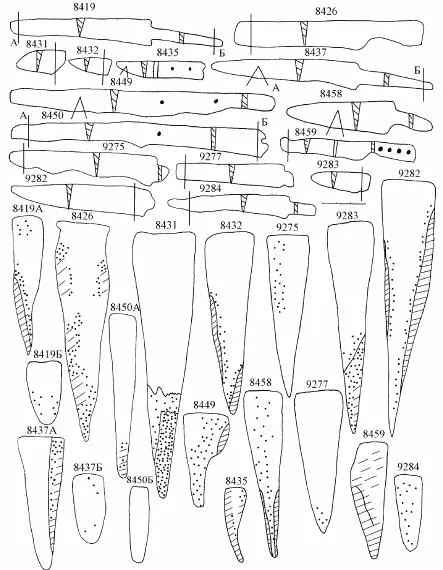
Рис. 61. Мякинино-2. Кузнечные изделия XVI — начала XVII в. и технологические схемы их изготовления
Присутствие значительного количества изделий, изготовленных в сварных технологиях, возможно, объясняется социальным статусом ремесленников в крупных городах. Например, известно, что основная часть московских кузнецов проживала в белых (частновладельческих) слободах, т. е. находилась в той или иной степени зависимости от феодала. Эта зависимость гарантировала кузнецу реализацию выпущенной продукции. Стимул к увеличению объема продукции и, как следствие, к переходу к более простым технологиям отсутствовал.
Таблица 16. Технологические схемы изготовления ножей в XVI–XVII вв.: I — целиком из железа; II — целиком из сырцовой стали; III — целиком из качественной стали; IV — пакетирование; V — цементация; VI — трехслойный пакет; VII — вварка; VIII — косая наварка; IX — торцовая наварка; X–V-образная наварка
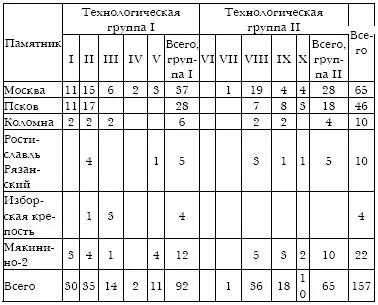
Таблица 17. Соотношение технологических групп в Московской и Псковской землях (в %)
Но, возможно, подобная ситуация связана с сохраняющимися традициями в кузнечном ремесле. Накопление материала и дальнейшие аналитические исследования позволят уточнить специфику развития кузнечного ремесла в условиях формирования общероссийского рынка.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства»
Представляем Вашему вниманию похожие книги на «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.
![Иван Божерянов - Великая разруха Московского государства, 1598–1612 гг. [с иллюстрациями]](/books/34973/ivan-bozheryanov-velikaya-razruha-moskovskogo-gosudar-thumb.webp)



Обсуждение, отзывы о книге «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.