Николай Одноралов - Занимательная гальванотехника - Пособие для учащихся
Здесь есть возможность читать онлайн «Николай Одноралов - Занимательная гальванотехника - Пособие для учащихся» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1979, Издательство: Просвещение, Жанр: Химия, Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Занимательная гальванотехника: Пособие для учащихся
- Автор:
- Издательство:Просвещение
- Жанр:
- Год:1979
- Город:Москва
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 2
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Занимательная гальванотехника: Пособие для учащихся: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Занимательная гальванотехника: Пособие для учащихся»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Цель книги — расширение кругозора учащихся и привитие им необходимых практических навыков.
Занимательная гальванотехника: Пособие для учащихся — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Занимательная гальванотехника: Пособие для учащихся», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
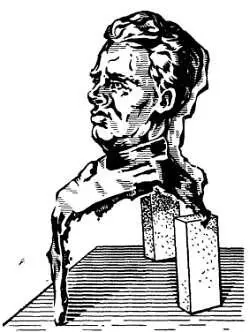
Рис. 8. Скульптура, изготовленная в черновой форме.
Использование соединенных заранее раковин черновой формы с проработкой шва не требует монтировочных работ для соединения частей готовой металлической репродукции, но такой способ осложняет ведение процесса электролиза: затрудняется равномерное наращивание металла в наиболее углубленных местах формы.
Применение обычных черновых форм целесообразно главным образом при изготовлении крупной скульптуры.
Отдельные детали можно изготовлять в кусковых формах, а затем готовые детали спаять между собой.
Изготовление гипсовых форм с барельефов
При изготовлении форм с барельефов, медалей и других художественных изделий, имеющих рельеф без «поднутрений» («замков»), формы снимают путем заливки моделей гипсом. Для этого гипс засыпают в воду и размешивают его, получая сметанообразную массу.
Предварительно рекомендуется гипс на рельеф нанести кисточкой, с тем чтобы в полученной форме не было не залитых гипсом мест и следов воздушных пузырьков.
Нанеся тонкий слой гипса на поверхность копируемой модели, заливают ее разведенным гипсом. При этом работу следует выполнять достаточно быстро, так как разведенный гипс затвердевает. При снятии гипсовых форм с гипсовых моделей последние предварительно должны быть смазаны раствором парафина в керосине.
Смазка этим раствором предотвращает сращивание гипсовой модели с изготовляемой гипсовой формой. Гипсовые формы можно снимать не только с металлических, деревянных, пластмассовых моделей, но и с пластилиновых и глиняных. Но в этом случае обычно модели разрушаются из-за пластичности этих материалов.
Во избежание растекания заливаемого гипса вокруг модели устанавливают обичайку (обод) из картона, ватманской бумаги или металлической фольги. Когда гипс остынет и окончательно затвердеет, снимают обичайку, подправляют ножом края и делают отверстие в крае формы для электропровода, для подвески и контактирования с отрицательным полюсом источника тока.
Пропитка и изоляция гипсовых форм
Пропитка гипсовых форм для устранения гигроскопичности является одной из важнейших операций. Перед пропитыванием гипсовые формы должны быть хорошо высушены при равномерном повышении температуры до 50–60 °C. Особенно медленно следует повышать температуру при сушке очень сырых, только что снятых форм во избежание деформаций и трещин.
Формы, состоящие из нескольких кусков, надо сушить в собранном виде, с плотно прижатыми один к другому кусками (для устранения их деформации). В сушильном шкафу формы размещают на перфорированном стеллаже (с отверстиями) открытой частью вверх так, чтобы теплота равномерно омывала их снизу, а влага имела выход кверху. Хорошо высушенная форма должна иметь совершенно белый цвет и издавать при простукивании специфический звук сухого гипса. Сухая форма быстро воспринимает пропитку и не дает трещин.
Гипсовые формы пропитывают расплавленными восковыми составами с температурой плавления от 50 до 125 °C в зависимости от состава пропиточной композиции; предпочтительны составы, имеющие низкую температуру плавления (см. табл. 5). Формы, погружаемые в пропиточный состав, подогревают, при этом воздух, находящийся в форме, вытесняется. В зависимости от времени выдержки гипсовых форм в составе глубина пропитки может быть различной и считается достаточной при толщине примерно от 2 до 5 мм.
Необходимая длительность выдержки гипсовой формы в пропитывающем составе зависит от его компонентов, температуры и от степени просушенности формы.
Чем выше температура пропитывающего состава (а она может быть значительно выше его точки плавления), тем меньше времени можно в нем выдерживать формы. Чем толще стенки формы, тем больше времени требуется для подогрева и пропитывания. Массивные толстостенные формы следует пропитывать не слишком перегретыми составами, чтобы избежать разрушения гипса от перегрева; наиболее пригодны составы с температурой плавления 60–80 °C. Таковы, например, составы на петролатумной, церезиновой, озокеритовой и стеариновой основах с добавками канифоли. Пропитывание производят с выдержкой в пропитывающем составе в течение 2–2,5 ч. Тонкие же формы можно пропитывать 20–30 мин.
Пропитывание составом с более высокой температурой плавления или перегретым составом можно применять только для небольших тонкостенных форм при кратковременной выдержке (не более 10–20 мин).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Занимательная гальванотехника: Пособие для учащихся»
Представляем Вашему вниманию похожие книги на «Занимательная гальванотехника: Пособие для учащихся» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.

![Рудольф Сворень - В просторы космоса, в глубины атома [Пособие для учащихся]](/books/87509/rudolf-svoren-v-prostory-kosmosa-v-glubiny-atom-thumb.webp)




Обсуждение, отзывы о книге «Занимательная гальванотехника: Пособие для учащихся» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.