Филипп Семёнычев - Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20
Здесь есть возможность читать онлайн «Филипп Семёнычев - Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Прага, Год выпуска: 2013, ISBN: 2013, Издательство: Array Литагент «Анимедиа», Жанр: popular_business, management, economics, org_behavior, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20
- Автор:
- Издательство:Array Литагент «Анимедиа»
- Жанр:
- Год:2013
- Город:Прага
- ISBN:978-8-0877-6285-1
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Обратите внимание на отличие показателя времени такта и времени цикла. Время такта – это идеализированный под потребность Заказчика период времени выпуска единицы изделия. А время цикла – это фактический период, учитывающий все потери и негативно влияющие на производство факторы. Суть шага уточнения времени цикла заключается в проверке данных каждого этапа процесса (операции) на соответствие вышеизложенной формулировки, т. к. небольшие отклонения в этих данных могут не только спровоцировать появление потерь, но и полностью рассинхронизировать работу потока, сделав дальнейшую работу бесполезной.
Построение диаграммы Ямадзуми (диаграммы загрузки) – это визуальное представление загрузки каждого этапа процесса (операции) в виде столбчатых диаграмм (см. рисунок 10.3). Для построения д. Ямадзуми необходимо знать три элемента: рассчитанное время такта, время цикла каждого этапа процесса (операции) и последовательность выполнения этапа процесса (операции). По оси ординат откладывается время, по оси абсцисс перечисляются по порядку все этапы процесса (операции). Высота столбца каждой операции соответствует её времени цикла. Время такта визуализируется в виде горизонтальной линии на соответствующем уровне. Последовательность выполнения этапа процесса (операции) состоит из добавления ценности и потерь, отражаемых соответственно зелёным и красным цветом. На данном шаге строится фактическое состояние диаграммы на основании собранных данных. В силу специфики рассматриваемых процессов некоторые их этапы (операции) можно перебалансировать. Под перебалансировкой понимается перераспределение загрузки операций для выравнивания её под время такта. При перебалансировке происходит изменение последовательности внутри этапа процесса (операции) и передача их составляющих из более загруженных этапов в менее (см. рисунок 10.4 – 10.5). Перебалансировка выполняется МФГ, в которой обязательно должен присутствовать человек, владеющий знаниями об особенностях технологии, и бригадир производства, непосредственно владеющий спецификой балансируемых операций, а также представители, понимающие требования Заказчика и особенности всех рассматриваемых этапов процесса (операций). Например, если провести замеры выполнения нескольких простых последовательных операций, то можно обнаружить (в большинстве случаев так и происходит), что время цикла одних операций различается на порядок. С точки зрения потока это означает, что кто-то не успевает перерабатывать изделия – операции с большим временем цикла, а кто-то производит излишние запасы, либо работает «спустя рукава» – операции с меньшим временем цикла. Перебалансировка с применением визуализации в виде д. Ямадзуми позволяет перераспределить отдельные действия между операциями, разумеется, если позволяет технология, безопасность и здравый смысл, минимизировав тем самым общие издержки. В приведённом на рисунке примере в результате проведённой работы были оптимизированы действия, не создающие ценность, как, например, № 5 в операции 1 и № 4 в операции 2 (см. рисунок 10.4). Для загрузки всех операций под такт в приведённом примере действия из операции 4 (№ 5,3) и операции 3 (№ 6,7) были выделены в дополнительную пятую операцию. В случае, если бы время такта было больше (линия находилась выше), оптимальной была бы балансировка путём перемещения различных действий между операциями, т. е. без выделения дополнительной операции.
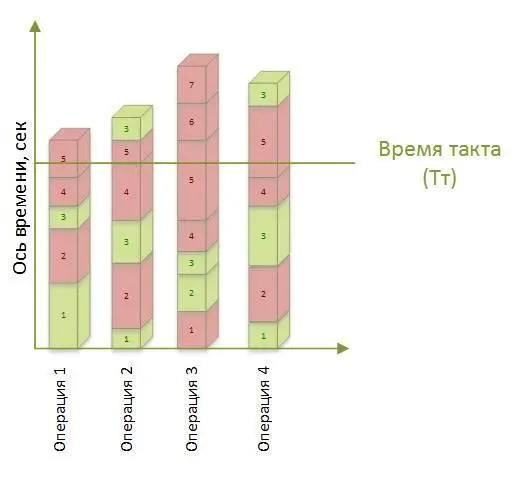
Рис. 10.3
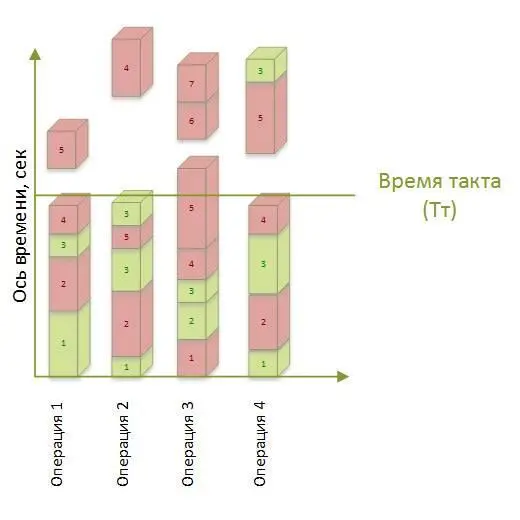
Рис. 10.4
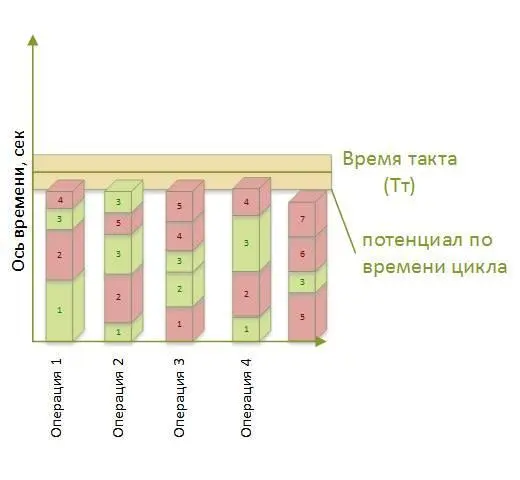
Рис. 10.5
Перебалансированные операции не должны быть загружены ровно под время такта (Вц=Тт), всегда должен оставаться небольшой резерв в 5-10 % в зависимости от стабильности рассматриваемого процесса на случай возникновения непредвиденных проблем и во избежание перегрузки работников. На самом деле, перед вами встаёт выбор: под какое значение времени балансировать операции, так как очевидно, что малый резерв – это заведомо заложенный риск срыва выполнения задания, а большой резерв – расхолаживает персонал.
Как правило, передача отдельных действий осуществляется между соседними операциями, а образовавшийся резерв времени (если таковой имеется) должен остаться на последней операции (ближайшей к Заказчику) для придания большей маневренности в решении возникающих проблем. Более того, при помощи диаграммы Ямазуми и описанного в настоящем разделе подхода можно рассчитать необходимую численность персонала, сложив величины всех столбцов диаграммы, разделив на время такта и округлив в большую сторону. Иногда невозможно провести перебалансировку или полностью сбалансировать загрузку всех операций под время такта. В случае возможности перебалансировки необходимо это проделать и визуализировать откорректированное состояние диаграммы. Анализ же самой диаграммы Ямадзуми более подробно изложен ниже.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20»
Представляем Вашему вниманию похожие книги на «Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.