Масааки Имаи - Гемба кайдзен. Путь к снижению затрат и повышению качества
Здесь есть возможность читать онлайн «Масааки Имаи - Гемба кайдзен. Путь к снижению затрат и повышению качества» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Гемба кайдзен. Путь к снижению затрат и повышению качества
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3379-1
- Рейтинг книги:4 / 5. Голосов: 2
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Гемба кайдзен. Путь к снижению затрат и повышению качества: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Гемба кайдзен. Путь к снижению затрат и повышению качества»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Гемба кайдзен. Путь к снижению затрат и повышению качества — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Гемба кайдзен. Путь к снижению затрат и повышению качества», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Этап 5. Корректирующие действия (см. табл. 5).
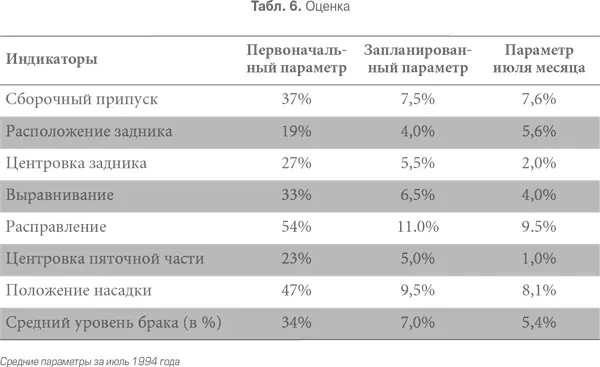
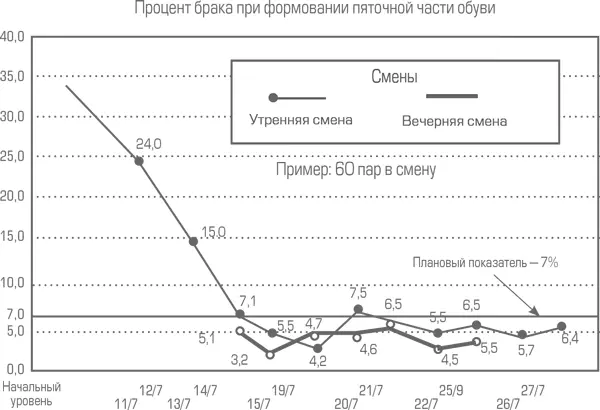
Этап 6. Оценка (см. табл. 6).
• Для внедрения новых методов иногда требовалось трансформировать рабочее место оператора, добавить новые и модифицировать действующие столы и разработать систему использования дополнительных устройств и инструментов.
• В рамках проекта мастер подразделения (член экспериментальной группы) получил консультации; он принял участие в процессе кайдзен, последовавшем за обучением, и поддерживал его внедрение.
• Мастер помогал поддерживать тесное взаимодействие между людьми гемба и группой кайдзен, что позволило рабочим приспособиться к новым методам работы.
• Группа разработала инструкции как основу для обучения рабочих; это привело к согласованному проведению операций в обеих сменах.
• Контрольный список, включающий аспекты регулирования, был размещен на задней части формовочной машины, которая предназначена для формования задника обуви; это позволило рабочим регулировать ее настройки, когда наблюдались отклонения от заданных параметров.
Этап 7. Обращение к проблемам и предотвращение повторения несоответствий. Команда ввела контрольную карту для индикаторов, а рабочие подготовили руководящие инструкции. Затем команда внедрила контрольные списки по качеству продукции и сбоям в работе, а руководство организации повсюду распространило новые стандарты для соответствующих секторов.
Этап 8. Последующие действия. Этот опыт передали остальным подразделениям завода и обратились к другим поставщикам клея.

Общие наблюдения и впечатления
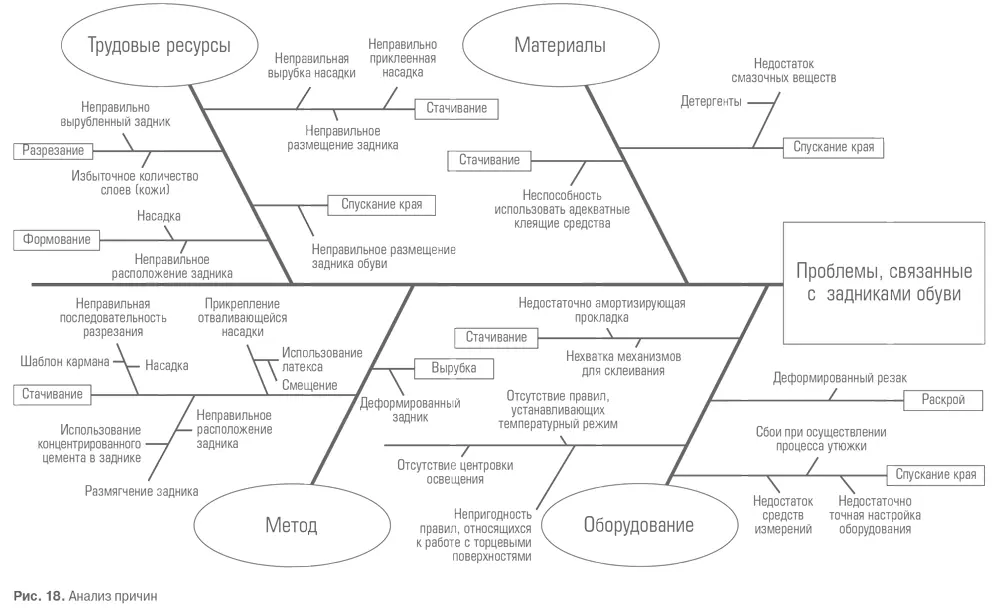
Члены команды систематически выполняли требования восьми этапов цикла кайдзен и обнаружили, что с их помощью смогли построить процесс решения проблем в правильной последовательности. Использование таких инструментов, как «рыбий скелет» и диаграммы Парето, помогло им работать над проектом систематически и упорядоченно и легче находить решения. Кроме того, восемь этапов дали им возможности для будущего кайдзен .
• Новый метод работы проложил путь для следующего проекта: внедрение производственной системы «точно вовремя» по выпуску единичной продукции в производственные операции по вырубке воротка.
• В этом проекте было идентифицировано много дополнительных точек контроля.
• Члены команды обнаружили, что наличие данных в значительной степени облегчило взаимодействие между мастерами и рабочими.
• Применение нового метода минимизировало отходы клееварения.
• Наряду с улучшением качества повысилась производительность труда рабочих, занятых производственными операциями по вырубке воротка и расположению задника.
• Стандартизация задач операторов обеспечила мастеров стандартами для более качественного выполнения работы и стимулирования процесса подготовки.
• Приглашенный консультант, специализирующийся на обувной продукции, в самом начале предположил, что задняя часть формовочной машины, используемой в настоящее время, устарела и стала непригодной к использованию. Когда реализация проекта была завершена, выяснилось, что машина может вполне стабильно работать, если отладить процессы ее настройки и обслуживания.
Экономия
Кайдзен-действия, реализованные в экспериментальном проекте, позволили за год сэкономить 34 000 аргентинских песо. По прогнозам, применение тех же самых процедур и к другим сферам деятельности, имеющим отношение к обувной промышленности (сборке задников обуви), способно обеспечить экономию в 225 000 песо в год. (Курс обмена аргентинского песо в отношении доллара США сохраняется на уровне 1:1.)
Поддержка высшего руководства
Успех этого проекта во многом обязан поддержке высшего руководства, которая осуществлялась несколькими способами:
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Гемба кайдзен. Путь к снижению затрат и повышению качества»
Представляем Вашему вниманию похожие книги на «Гемба кайдзен. Путь к снижению затрат и повышению качества» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.






Обсуждение, отзывы о книге «Гемба кайдзен. Путь к снижению затрат и повышению качества» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.