Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
Здесь есть возможность читать онлайн «Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2011, ISBN: 2011, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Так как же определить спрос и время такта? Выберите показатель спроса, который будет достаточно высок, чтобы потребность была удовлетворена большую часть времени. Допустим, к примеру, что спрос колеблется в диапазоне от 10 000 до 20 000 единиц продукции в месяц, а средний показатель составляет 16 000 единиц в месяц. Какое число следует выбрать? Отчасти это зависит от ситуации, но обычно мы рекомендуем ориентироваться на более высокий показатель. И вот почему. Предположим, что мы используем максимальный показатель – 20 000. Рассчитывая время такта, мы получим при этом более низкий показатель (на изготовление единицы продукции отводится меньше времени). Затем сравниваем время цикла и время такта для выявления расхождения. Смысл такого расчета в том, что чем значительнее расхождение, тем больше требуется усовершенствований, чтобы достичь времени такта, а потенциал совершенствования определяется объемом потерь в процессе.
Сталкиваясь с подобной задачей, сэнсэй Toyota скажет: «Нет проблем», имея в виду, что потерь всегда предостаточно и добиться необходимого усовершенствования, несомненно, можно. Единственная опасность завышения темпов спроса в том, что в этом случае придется потратить больше сил, чтобы выйти на заданное время такта. Вряд ли вам захочется тратить силы впустую, искусственно завышая показатель спроса (тем самым снижая время такта), но это не столь уж серьезная проблема. Если процесс усовершенствован сверх фактической потребности, можно сократить объем ресурсов или заняться расширением продаж.
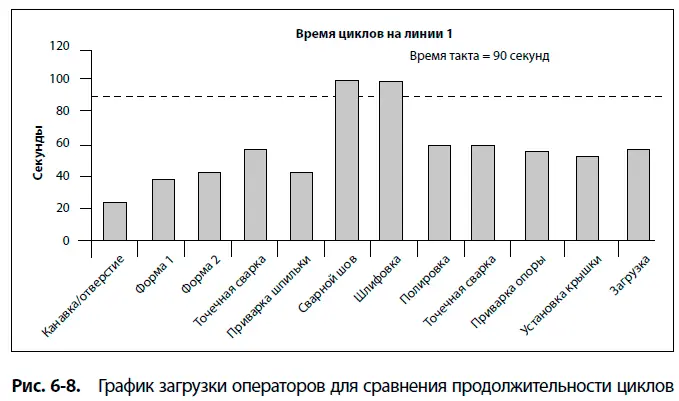
Время такта определяет единый ритм выполнения всех операций в потоке создания ценности. График загрузки операторов представляет собой действенный визуальный инструмент, который позволяет увидеть соотношение между временем цикла и такта. В некоторых случаях она помогает ответить на вопрос «А что, если?» в отношении потенциальных возможностей процесса. На рис. 6–8 представлен график загрузки операторов, составленный для сравнения времени цикла отдельных операций в потоке создания ценности со временем такта. В данном случае компания хотела увеличить объем производства, чтобы удовлетворить возросший по приблизительным оценкам спрос. В компании хотели знать, насколько значительные изменения потребуются, чтобы выйти на гипотетическое время такта 90 секунд на изделие. Мы видим, что пока в заданное время такта не укладываются две операции.
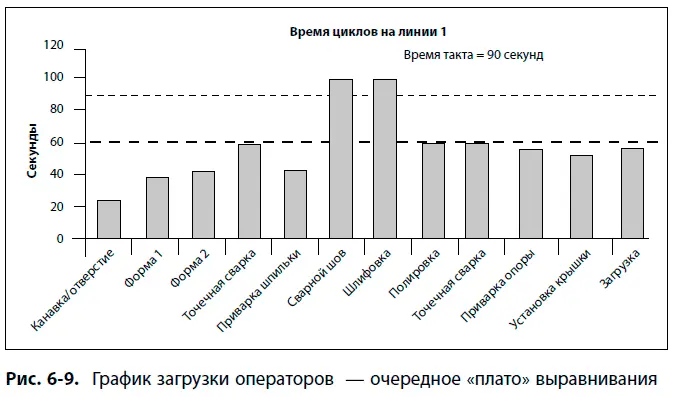
Если две эти операции будут оптимизированы, какой объем усовершенствований необходим, прежде чем будет достигнуто следующее «плато» выравнивания? На рис. 6–9 обозначено следующее «плато». Несколько операций имеют время цикла около 60 секунд. Если сократить время цикла двух самых продолжительных операций до 60 секунд, это позволит потоку создания ценности выдавать одно изделие каждые 60 секунд. Означает ли это, что нужно немедленно взяться за решение данной задачи? Если мы решим ее, несмотря на то что время такта, рассчитанное с учетом фактического спроса, превышает 60 секунд, мы придем к перепроизводству – основному виду потерь.
После сокращения времени цикла двух самых продолжительных операций стало понятно, что фактическое время такта, необходимое для удовлетворения спроса, составляет 80 секунд. Это позволило произвести перегруппировку операций и сократить их число. В нашем случае после сокращения времени шлифовки и полировки общая продолжительность всех операций составила 645 секунд. Если разделить 645 секунд рабочего времени на время такта 80 секунд, мы получим восемь операций с соответствующим временем такта вместо исходных 12. Таким образом, за счет перегруппировки мы можем сократить количество операций на треть, обеспечив время такта 80 секунд. Если речь идет о процессах ручного труда, это означает высвобождение 4 операторов (примечание: эти «лишние» операторы могут быть использованы для создания системы лидеров команд, описанной в главе 10). Интересно отметить, что, если сбалансировать операции, ориентируясь на менее продолжительное время такта 60 секунд, понадобится 11 операторов (645 / 60 = 10,75). Таким образом, повышение скорости может обойтись дороже.
Учитывайте время такта при планировании работы и выборе необходимых усовершенствований. Если вы выбрали слишком большое время такта, вы не удовлетворите спрос, а это хуже, чем выбрать слишком маленькое время такта и превысить спрос (при условии, что для удовлетворения ошибочно определенного спроса вам не понадобилось привлекать дополнительные ресурсы). Всегда проще остановить производство при избыточной производительности, чем увеличить объем производства при недостаточной производительности. Если вы сомневаетесь, лучше ориентироваться на более высокие показатели спроса и меньшее время такта.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»
Представляем Вашему вниманию похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.