Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
Здесь есть возможность читать онлайн «Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2011, ISBN: 2011, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Застревание на внедрении 5S
Заниматься 5S весело и приятно. Это раскрепощает. Это приподнятое ощущение знакомо всем, кому приходилось весной расчищать подвал или гараж, выбрасывая мусор, скопившийся за год. Но 5S – это лишь один из инструментов, который обеспечивает стабильность, необходимую для создания потока. Мы видели слишком много компаний, где внедрению 5S уделялось огромное внимание, об этом трубили на каждом углу и за успехи платили премии. Если вы слишком долго будете стоять на одном месте, вокруг вас возникнет замкнутый круг. В усердном применении 5S нет ничего дурного. Но потери, даже вычищенные до блеска и приведенные в порядок, остаются потерями. Чтобы получить настоящий, выровненный поток, следует двигаться по спирали совершенствования дальше. Чрезмерное увлечение 5S может оказаться попыткой избежать трудной работы – непростых размышлений о том, как создать поток и устранить первопричины проблем, препятствующих его созданию.
5S и организация рабочего места
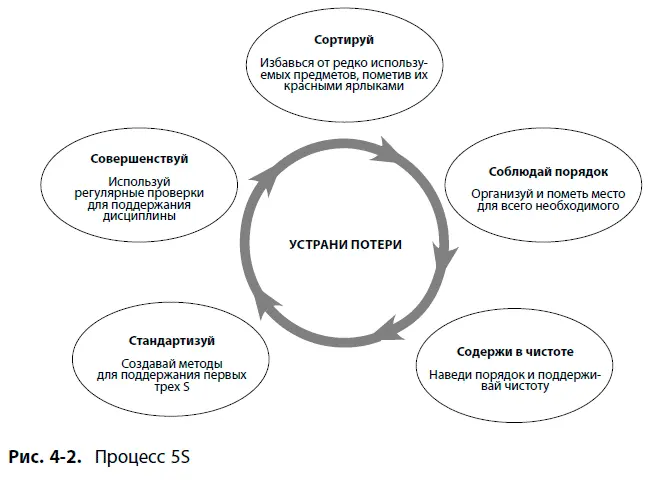
Мы намеренно объединили метод 5S (рис. 4–2) и организацию рабочего места в один раздел. Некоторые считают, что на самом деле это практически одно и то же, ведь речь идет об основных методах рассеивания первого слоя «тумана» за счет устранения хаоса в рабочей зоне. Многие ошибочно полагают, что 5S сводится к расчистке рабочей зоны, возможно потому, что одним из результатов применения этого метода является порядок на рабочем месте. Основная задача первого из пяти S – сортируй – рассеять туман, что предполагает устранение потерь, представляющих собой лишние движения при перемещении предметов и при поиске инструментов и материалов. Однако другие составляющие процесса 5S – соблюдай порядок и стандартизуй – формируют привычку к дисциплине, которая чрезвычайно важна на дальнейших этапах внедрения бережливого производства.
Объединение действий, отягощенных потерями
Данная стратегия часто упускается из виду из-за неправильных установок. Одна из таких установок состоит в том, что отдельные сотрудники могут максимизировать свою эффективность, работая независимо друг от друга. При таком подходе проблемы, возникающие на одной операции, не оказывают негативного влияния на другие. Как мы увидим в следующей главе, такой образ мышления минимизирует значимость проблем, а значит, их решение не кажется безотлагательным. Кроме того, при подобном подходе разбирательство с потерями – личное дело каждого сотрудника. В итоге каждая операция несет значительное бремя потерь, а потери в ходе выполнения разных операций зачастую идентичны.

Конкретная ситуация: объединить потери и избавиться от них
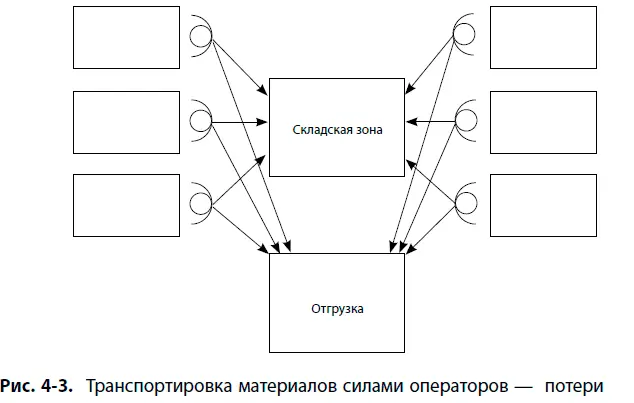
В данном примере независимо друг от друга осуществлялось несколько процессов сборки разных моделей продукции. Каждый оператор наряду с остальными занимался работой, не добавляющей ценности, – приносил материал из складской зоны, готовил его к сборке, оформлял накладные и доставлял выполненные заказы на участок комплектования грузов перед отправкой. Каждый оператор выполнял эту работу сам. Стояние в кругу и внимательное наблюдение за всеми операциями показало, что на деятельность такого рода тратится около 20 % суммарного времени работы каждого оператора (см. рис. 4–3). При умножении этой цифры на число операторов стало видно, что потери огромны. А ведь еще не изучались прочие виды деятельности, не добавляющей ценности в ходе рабочего процесса.
Анализ работы с использованием карт стандартных операций показал, что операции, представляющие собой потери, можно объединить и поручить всю вспомогательную деятельность отдельному оператору. Это позволило уменьшить потери за счет сокращения лишней транспортировки. Таким образом, один оператор был снят с производственной линии, чтобы взять на себя «совокупные потери», причем менеджмент поначалу был против такого решения (см. рис. 4–4). Оптимизация транспортировки позволила сократить затрачиваемое на нее время, и у оператора, который занимался данной работой, появилось время на выполнение иных обязанностей, таких как сбор данных и решение проблем.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»
Представляем Вашему вниманию похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.