Людмила Босикова - Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995)
Здесь есть возможность читать онлайн «Людмила Босикова - Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995)» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1995, ISBN: 1995, Издательство: Знание, Жанр: Сделай сам, Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995)
- Автор:
- Издательство:Знание
- Жанр:
- Год:1995
- Город:Москва
- ISBN:5-07-002724-7
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995): краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995)»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
«Крой да песни пой: шить станешь — наплачешься» — гласит народная мудрость. Если вы хотите, чтобы эта пословица была не о вас, внимательно читайте статью В.П. Монастырной.
Третья статья продолжает тему об инженерном благоустройстве сельского дома. Благодаря ее сведениям читатель сможет самостоятельно рассчитать толщину стен, пола, потолка возводимого своими руками дома с учетом наименьших теплопотерь в данной климатической зоне, а также смонтировать свою систему водяного отопления и водоснабжения.
Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995) — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995)», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Окончание процесса нарезания резьбы (образование полного профиля) должно контролироваться по круглой резьбовой плашке. В случае, если приходится контролировать по муфте или иному резьбовому гнезду, необходимо помнить, что между резьбой на трубе и резьбой на муфте должен быть зазор, который при сборке для герметизации соединения заполняют подметочным материалом. На обратной стороне клуппа имеются выдвижные направляющие сухари 6 , положение которых определяется диаметром трубы.
Трубная резьба Тр 1/2" и Тр 3/4" имеет шаг резьбы 14 ниток на 1". При нарезании этих резьб планшайба фиксируется пазом с обозначением указанной резьбы. Трубная резьба Тр 1", Тр 1 1/ 4", Тр 1/2" и 2" имеет шаг резьбы 11 ниток на 1". При нарезании этих резьб планшайба фиксируется другим пазом.
Промышленностью выпускаются три комплекта плашек по 4 штуки в каждом комплекте: комплект № 1 для нарезания резьб Тр 1/2" и Тр 3/4"; комплект № 2 для нарезания резьб Тр 1" и Тр 1/4"; комплект № 3 для нарезания резьб Тр 1 1/ 2" и 2".
Другим более распространенным способом является нарезание резьбы круглыми плашками. Шашки для нарезания резьбы Тр 1/2", Тр 3/4", Тр 1 1/ 4" и Тр 1/2" выпускаются промышленностью и имеются в продаже.
Круглые плашки устанавливают в специальные плашкодержатели. Существуют две конструкции плашкодержателей: с устройством для облегчения нарезания заходной части резьбы и без него. Конструкция плашкодержателя с устройством для облегчения нарезания заходной части резьбы представлена на рис. 20.
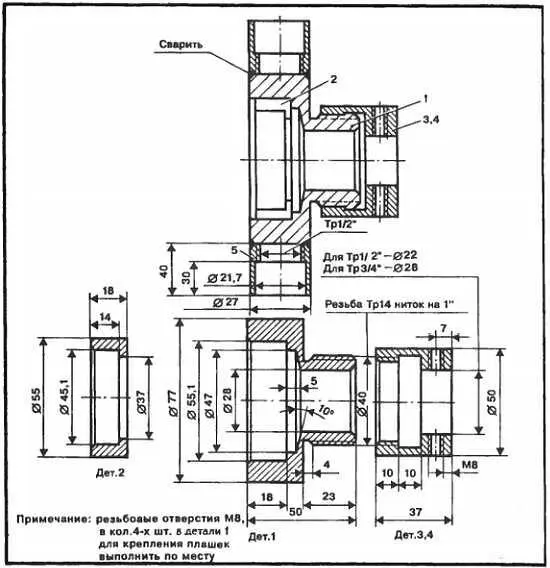
Рис. 20. Плашкодержатель со сменными деталями для крепления плашек Тр 1/2"и Тр 3/4"
1— корпус; 2— переходное кольцо для плашки Тр 1/2"; 3— переходная направляющая втулка для нарезания резьб Тр 1/2"; 4— переходная направляющая втулка для нарезания резьб Тр 3/4"; 5— гнезда для вворачивания ручек
Плашкодержатель рассчитан на установку в нем плашек с резьбой Тр 1/2" и Тр 3/4", которые имеют одинаковый шаг резьбы — 14 ниток на 1". Плашку с резьбой Тр 3/4" устанавливают непосредственно в корпус 1 плашкодержателя, а плашку с резьбой Тр 1/2" ввиду того, что она имеет меньший диаметр, устанавливают в переходное кольцо 2 . На резьбовой конец корпуса плашкодержателя навинчивается направляющая втулка 3 , в которой имеется 4 болта для закрепления ее на трубе. Шаг резьбы направляющей втулки, как и шаг резьбы плашек, — 14 ниток на 1". В комплект плашкодержателя входят две направляющие резьбовые втулки с отверстиями под трубы Ду-15 и Ду-20.
При нарезании резьбы труба закрепляется неподвижно в прижиме. Резьбовая втулка 3 на 3…5 оборота вывертывается из корпуса плашкодержателя, и в таком виде приспособление надвигается на трубу до упора конца трубы в резьбовую плашку. После закрепления резьбовой направляющей втулки на трубе (с помощью четырех болтов, имеющихся в ней), плашкодержатель проворачивается на 2–3 оборота. В этот момент происходит принудительная подача резьбовой плашки на трубу, в результате чего на трубе нарезаются первые 2…3 нитки резьбы. Дальнейшее нарезание резьбы на трубе происходит при освобожденной от закрепления резьбовой направляющей втулки 3 .
На рис. 21 представлены плашкодержатели для крепления круглых плашек с резьбой Тр 1", Тр 1 1/ 4", Тр 1 1/ 2". Эта конструкция плашкодержателей не имеет устройства для принудительной подачи плашки на нарезаемую трубу. Их направляющие втулки выполнены заодно с корпусами плашкодержателей.
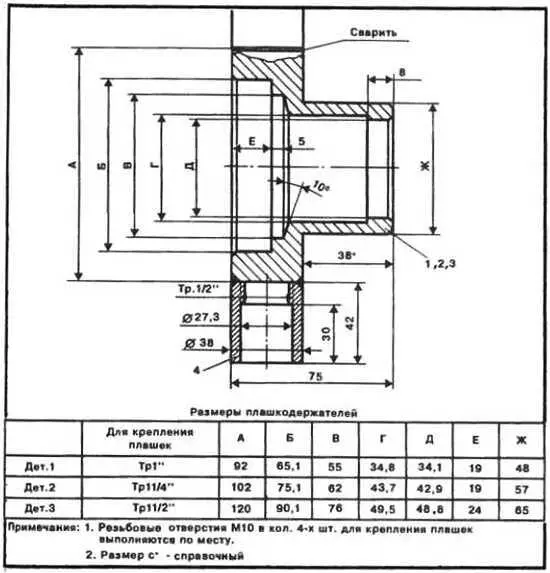
Рис. 21. Плашкодержатель для плашек Тр 1", Тр 1 1/ 4", Тр 1 1/ 2"
1— корпус для плашек Тр 1"; 2 — корпус для плашек Тр 1 1/4"; 3— корпус для плашек Тр 1 1/2"; 4— гнездо для вворачивания ручек
Если плашки для нарезания резьб недостаточно остры, в силу чего нарезание заходных ниток резьбы затруднено, целесообразно большую часть профиля резьбы нарезать раздвижным клуппом, после чего калибровать нарезку круглыми резьбовыми плашками. Плашки раздвижного клуппа выполнены по принципу токарного резца, и в том случае, сети режущая грань не имеет сколов, режущая способность может быть восстановлена благодаря заточке грани. При этом необходимо следить, чтобы величина удаленного металла с плашек в одном комплекте была ровной. Заточка круглых пташек в условиях даже мастерской невозможна, так как для этого необходимо специальное оборудование и специальный абразивный инструмент. Предложенный метод хотя и снижает производительность труда, но сохраняет работоспособность круглых плашек.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995)»
Представляем Вашему вниманию похожие книги на «Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995)» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.

![Даниэлла Постель-Виней - Французское искусство домашнего уюта [litres]](/books/395987/daniella-postel-thumb.webp)


Обсуждение, отзывы о книге «Двенадцать снежинок из ниток - ностальгия по уюту. Азы домашнего шитья...(Сделай сам №3∙1995)» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.