Г. Федотов - Чеканка, басма, насечка
Здесь есть возможность читать онлайн «Г. Федотов - Чеканка, басма, насечка» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1989, ISBN: 1989, Издательство: Знание, Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Чеканка, басма, насечка
- Автор:
- Издательство:Знание
- Жанр:
- Год:1989
- Город:Москва
- ISBN:5-07-000323-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Чеканка, басма, насечка: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Чеканка, басма, насечка»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Подробно описываются приемы работы и инструменты, используемые современными мастерами, приводятся технологии изготовления paзличных поделок и украшений из металла.
Предназначено домашним умельцам и всем тем, кто хочет научиться новому для себя делу.
Чеканка, басма, насечка — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Чеканка, басма, насечка», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
С правой стороны на верстаке мастер постоянно держит два молотка: одним молотком он работает с зубильцами и чеканами; другой используется при вбивании металла в углубления и проковке элементов инкрустации. Ко второму молотку предъявляется очень важное требование. Необходимо, чтобы рабочая поверхность бойка была тщательно отполирована изакалена. Он не должен оставлять на инкрустации царапин, вмятин и других механических повреждений, удалить которые часто бывает не так-то просто. Молоток, имеющий хорошо отполированный боек, одновременно уплотняет и выглаживает металл, облегчая последующую шлифовку и полировку.
В зависимости от формы и размеров изделия или отдельны детали их либо закрепляют в тисках, либо кладут на массивную стальную плиту, укрепленнуювтолстом кряже. Используют также любые другие наковальни (рис. 1), всевозможные оправки из массивного металла. Например, кольцо или перстень насаживаютна массивный стальной стержень, которыйзакрепляют в тисках. Отдельные небольшие плоскиепредметы закрепляютна мастике вчугунном полушаре, имеющем вверху углубления. Шаррасполагают на кожаной гравировальной подушке.
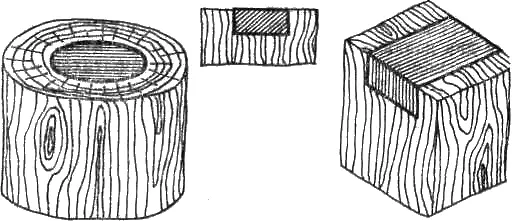
Рис 1. Виды наковален
Инкрустация делится на два основныхвида: плоскую и рельефную. В плоской инкрустации всеее вставные элементынаходятся заподлицо с поверхностью изделия, в то время как у рельефной они нескольковыступают, образуя небольшие бугорки. В одном изделии возможно сочетание этих двухвидов насечки. Подобное изделие – щипцы дляраскалывания орехов, выполненные в XVIII веке тульскими мастерами, хранитсяв Историческом музее в Москве. Небольшое изделие украшено двумя видами насечки, отличается органической связью с украшением.
Поскольку плоская насечка более проста в исполнении, с нее и следует начинать осваивать приемы работы. Нет необходимости сразу же пытаться украсить какое-то конкретное изделие. Прежде всего нужно понять сущность техники. Небольшие кусочки металла толщиной не менее 3 мм вполне пригодны для упражнений. Нанесите на сталь или бронзу простой рисунок. Положите стальную пластину на наковальню и установите зубильце на контур рисунка. Нанесите по нему несколько сильных и равномерных ударов. Как только зубило войдет в металл примерно на глубину 0,5–0,8 мм, зубильце нужно передвинуть, вновь нанести такое же число равномерных ударов. При этом зубило войдет в металл на ту же глубину, что и в первом случае. Таким образом, полученное углубление в металле будет иметь на всем протяжении одинаковую глубину. На первых; порах число ударов можно подсчитать. В дальнейшем необходимость в этом отпадет, так как основным ориентиром будет ритмическое постукивание, за которым мастер ведет контроль как бы автоматически, не задумываясь над этим, так как все его внимание должно быть уделено точной и плавной стыковке получаемых зубилом углублений.
При погружении зубильца или чекана в металл образуются не только углубления. Часть металла под действием клина вытесняется и приподнимается по краям канавки над инкрустируемой поверхностью. Приподнятые острые кромки металла называют гартом или облоем. Облой используют для закрепления металлических вставок. После проковки инкрустируемой поверхности они зажимают вставленную в канавке проволоку. Но такое креплениене очень прочное, так как после шлифовки и полировки часть прокованного облоя снимается. Чтобы повысить прочность вставных элементов инкрустации, на дне канавки насекают острым зубильцем дополнительно две канавки (рис. 2). Одну канавку делают с наклоном вправо, другую – влево. Обработанные таким образом углубления в сечении будут представлять собой расширяющийся книзу трезубец. Забитый в такое углубление мягкий металл благодаря этому прочно соединится с основой.
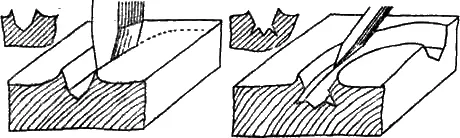
Рис. 2. Формирование канавки с помощью зубильца или чекана (а) и нанесение дополнительных бороздок зубильцем (б)
Есть и другой способ дополнительного крепления элементов вставок в углублениях. Дно канавки насекают сечкой с остроотточенной рабочей частью, имеющей в сечении четырехугольник или треугольник. При такой обработке на дне канавки образуются углубления с облоем в виде острых заусениц. При выполнении этой операции сечку наклоняют то в одну, то в другую сторону относительно поверхности обрабатываемого изделия.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Чеканка, басма, насечка»
Представляем Вашему вниманию похожие книги на «Чеканка, басма, насечка» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Чеканка, басма, насечка» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.