Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие
Здесь есть возможность читать онлайн «Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2005, ISBN: 2005, Издательство: Array Литагент «ЭНАС», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Столярные, плотничные, стекольные и паркетные работы: Практическое пособие
- Автор:
- Издательство:Array Литагент «ЭНАС»
- Жанр:
- Год:2005
- ISBN:5-93196-560-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Для профессиональной подготовки и повышения квалификации столяров, плотников, стекольщиков и паркетчиков, учащихся ПТУ и учебно-курсовых комбинатов, а также для инженерно-технического персонала и лиц, ответственных за безаварийную работу при выполнении столярных, плотничных, стекольных и паркетных работ. Может быть полезна широкому кругу читателей.
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Шаблон для фальцовки оконных переплетов (рис. 110, а ) представляет собой деревянную рамку, собранную из фрезерованных брусков. Положение створок в шаблоне фиксируется упорами, а устойчивое положение – прижимами.
Шаблон для обработки дверных полотен с двух сторон (рис. 110, б ) также представляет собой раму, собранную из брусков на клеевом шиповом соединении.
Шаблон для обработки оконных створок и форточек (рис. 110, в ) состоит из рамки, скрепленной для большей прочности в углах металлическими угольниками. Положение створки в шаблоне фиксируют упорами. Крепятся в шаблоне створки, форточки прижимом. Обработка по периметру в этом шаблоне производится на фрезерном станке.
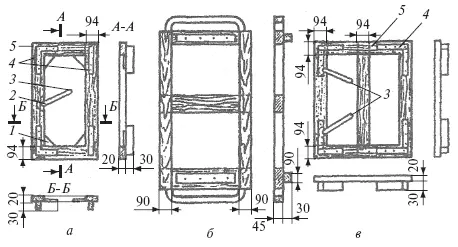
Рис. 110. Шаблоны: а – для фальцовки оконных переплетов; б – для обработки по периметру дверных полотен с двух сторон; в – для обработки оконных створок и форточек по периметру (в шаблоне укладывают правую и левую створки); 1 – угольник жесткости шаблона; 2 – ось вращения прижима; 3 – прижим; 4 – упоры; 5 – рамка
При обработке создают профиль, зеркальный профилю брусков створки и горбылька, поэтому при постановке на место форточка точно подходит к профилю брусков створки и горбыльков, дополнительных работ по пригонке форточки к створке не требуется. Провесы с плоскостей створок, форточек снимают на широком рейсмусовом или трехцилиндровом шлифовальном станке.
Паз под отлив выбирают на фрезерном станке, следя за чистотой обработки. Для постановки петель в створках и брусках коробок на станке с вибрационной головкой выбирают гнезда прямоугольной формы. Размеры гнезд должны соответствовать размерам петель.
Форточки в створки навешивают на рабочем столе после обработки по периметру и выборке гнезд под петли. Отлив на форточке не ставят, так как в нижнем бруске форточки отлив составляет одно целое с бруском.
Отлив и нащельники в наружной и внутренней створках ставят на рабочем месте до навешивания форточки в створку или после этого. Врезной отлив устанавливают на клею повышенной водостойкости и крепят шурупами либо шпильками; нащельник, прикрывающий щель, образуемую притвором створок, крепят к створке на клею и шурупами.
Изготовление оконных блоков со спаренными переплетами.Оконные блоки со спаренными переплетами изготовляют в основном из спецификационного пиломатериала. Технологическим процессом предусмотрено, что раскрой пиломатериалов производится на полуавтоматической линии ОК507. При отсутствии линии пиломатериалы раскраивают по длине на круглопильных станках для поперечного раскроя ЦПА-40, а по ширине – на круглопильных станках с гусеничной подачей ЦДК4-3.
Для производства деталей, оконных блоков рекомендуется использовать отходы пиломатериалов, сращивая их по длине на зубчатые соединения. Детали можно склеивать также по ширине и толщине холодным способом в сборочных станках либо на полуавтоматической линии. Поверхности, подлежащие склеиванию, предварительно профрезеровывают. Склеивают заготовки по пласти на линиях ДВ504.
Склеенные бруски коробок подвергают профильной обработке на линии ОК503, состоящей из питателя, фуговального станка, рейкоотделителя, четырехстороннего продольно-фрезерного станка. На ней можно обрабатывать бруски длиной 750–2210 мм, шириной 54–143 мм и толщиной 44–74 мм; производительность линии – 460 шт/ч.
Профильная обработка брусков створок осуществляется на линии ОК508, зарезка шипов в брусках коробок, обработка гнезд – на линии ОК505, а зарезка шипов и проушин в брусках створок и их сборка на линии ОК509. На одном шипорезном станке зарезают проушины в брусках, на другом – шипы. После зарезки на шипы клеенаносящим устройством наносится клей, после чего створки поступают в сборочный станок. На долбежном станке в вертикальных брусках выбираются гнезда для средних брусков. Собранные створки на подъемном столе собираются в стопу-пакет, а на механизированном складе они выдерживаются до полного схватывания клея. На линии можно изготовлять изделия длиной 690–2150 мм, шириной 300–1300 мм, толщиной 43–55 мм; производительность линии 125 шт/ч.
На тех предприятиях, где нет линии, оконные створки собирают в сборочных станках. В процессе сборки переплетов на станках нужно следить за тем, чтобы створки не имели перекосов, а в сопряжениях не было неплотностей. Точность сборки проверяют шаблоном с угла на угол.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»
Представляем Вашему вниманию похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.