Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие
Здесь есть возможность читать онлайн «Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2005, ISBN: 2005, Издательство: Array Литагент «ЭНАС», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Столярные, плотничные, стекольные и паркетные работы: Практическое пособие
- Автор:
- Издательство:Array Литагент «ЭНАС»
- Жанр:
- Год:2005
- ISBN:5-93196-560-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Для профессиональной подготовки и повышения квалификации столяров, плотников, стекольщиков и паркетчиков, учащихся ПТУ и учебно-курсовых комбинатов, а также для инженерно-технического персонала и лиц, ответственных за безаварийную работу при выполнении столярных, плотничных, стекольных и паркетных работ. Может быть полезна широкому кругу читателей.
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Сучки заделывают после обработки деталей с учетом того, что после фрезерования лучше видны дефектные места. На отдельных предприятиях сучки заделывают до обработки – в результате деталь получается более чистой, так как пробки зачищают в процессе обработки деталей на продольно-фрезерном станке.
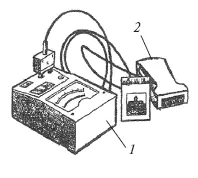
Рис. 107. Малогабаритный электронный влагомер ЭВА-5М: 1 – электронно-измерительное устройство; 2 – трехигольчатый реобразователь
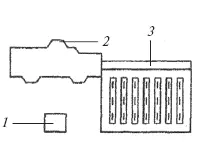
Рис. 108.Схема линии ОК508 для профильной обработки брусков створок: 1 – пульт управления линии; 2 – фуговально-фрезерный станок; 3 – питатель
Горизонтальные бруски створок заготовляют обычно кратными по длине либо получают после переработки отбракованных вертикальных брусков створок.
При наличии на предприятии четырехстороннего продольно-фрезерного станка с пятью ножевыми валами бруски обвязки переплетов, отливов, нательники можно изготовлять в кратных размерах по ширине, чтобы обрабатывать на станке одновременно по два бруска и, установив строгальную пилу на пятом горизонтальном валу, разрезать их.
Нащельники, отливы и раскладки по стеклу торцуют в размер на «ус» на круглопильном станке или на специальном станке для усования. Чтобы избежать образования сколов или трещин в нащельниках (при креплении шурупами), надо заранее выбирать отверстия с раззенковкой, причем диаметр отверстий должен быть меньше диаметра шурупа на величину резьбы.
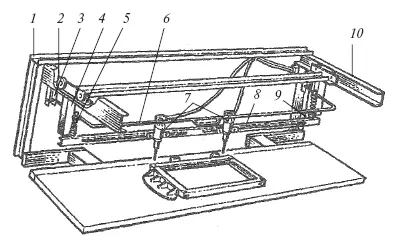
Рис. 109.Приспособление для одновременного высверливания двух отверстий под нагели: 1 – рама каркаса; 2 – тележка; 3, 4 – кронштейны; 5 – направляющие стаканы; 6 – рычаг; 7 – электросверлильные машины; 8 – опорная траверса; 9 – шток; 10 – швеллер
На бруски оконных коробок пиломатериалы раскраивают на линии либо на позиционных станках, после чего их там же обрабатывают. Обработанные бруски створок, форточек и коробок проходят выборочный контроль и поступают на буферный склад, где их полностью укомплектовывают по размерам и назначению. Собирают оконные створки, форточки, фрамуги, коробки в сборочных станках (наймах) на клею, устанавливая в углах сопряжений заподлицо с плоскостью деревянные или металлические нагели, изготовленные из мягкого металла. Отверстия под нагели выбирают электросверлилкой либо специальным навесным приспособлением (рис. 109) сразу в двух-четырех углах створок. Приспобление состоит из металлической рамы, устанавливаемой на станке по сборке створок. К стойкам рамы крепят швеллеры, по которым перемещается тележка с расположенными на ней кронштейнами. К кронштейнам шарнирно прикреплен рычаг, с помощью которого тележка передвигается вперед и назад. К кронштейнам прикреплены направляющие стаканы, через которые проходят шторки, соединенные шарнирно с рычагом. На штоках расположена траверса с закрепленными на ней электросверлильными машинами. В зависимости от расстояния между высверливаемыми отверстиями электросверлилки могут перемещаться по траверсе. Оператор (рабочий) рычагом устанавливает электросверлилки в требуемое положение над створкой, затем опускает рычаг, и работающие электросверлилки выбирают отверстия.
После этого устанавливают нагели на клею в створки, фрамуги, форточки, коробки и укладывают на подстопное место для выдержки, необходимой для схватывания клея.
Перед навешиванием коробки фрамуги и створки обрабатывают по периметру для получения правильных геометрических размеров. Одновременно створки и фрамуги фальцуют для образование четвертей, необходимых для притвора.
Для сборки створок длиной до 1925 мм, шириной до 740 мм и толщиной до 60 мм применяют гидравлический сборочный станок ВГО-2, на котором их собирают.
Двери и оконные коробки длиной до 2360 мм, шириной до 1610 мм и толщиной до 180 мм собирают на сборочном станке ВГК-2.
Сборка фрамуг и форточек длиной до 460 мм, шириной до 1290 мм и толщиной до 55 мм производится на станке ВГФ.
Для сборки оконных створок больших размеров применяют станок ВГС, на котором можно собирать створки по длине до 2115 мм, ширине до 1660 мм, толщине до 55 мм.
Кроме того, оконные и дверные коробки можно собрать на станке ВГК-3, где собираются коробки длиной до 2755 мм, шириной до 2966 мм, толщиной до 174 мм.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»
Представляем Вашему вниманию похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.