Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие
Здесь есть возможность читать онлайн «Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2005, ISBN: 2005, Издательство: Array Литагент «ЭНАС», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Столярные, плотничные, стекольные и паркетные работы: Практическое пособие
- Автор:
- Издательство:Array Литагент «ЭНАС»
- Жанр:
- Год:2005
- ISBN:5-93196-560-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Для профессиональной подготовки и повышения квалификации столяров, плотников, стекольщиков и паркетчиков, учащихся ПТУ и учебно-курсовых комбинатов, а также для инженерно-технического персонала и лиц, ответственных за безаварийную работу при выполнении столярных, плотничных, стекольных и паркетных работ. Может быть полезна широкому кругу читателей.
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
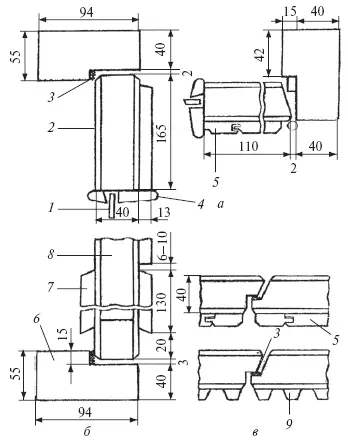
Рис. 89.Сечения наружных щитовых дверей для производственных зданий: а – с обшивкой; б – по средним притворам; в – с раскладкой; 1 – стекло; 2 – облицовка из твердых древесноволокнистых плит; 3 – уплотняющая прокладка; 4 – раскладка по стеклу; 5 – обшивка; 6 – дверная коробка; 7 – цоколь; 8 – дверное полотно; 9 – раскладка
Изготовление дверных блоков.Дверные полотна щитовой и рамочной конструкции изготовляют преимущественно на специализированных деревообрабатывающих предприятиях, но вместе с тем на некоторых строительствах в целях быстрейшего обеспечения их столярными изделиями дверные полотна изготовляют на месте, применяя нестандартное оборудование.
Примерной схемой технологического процесса изготовления дверных блоков с рамочными дверями предусмотрено, что раскрой пиломатериалов на заготовки будет проводиться на круглопильных станках, а фрезерование – на фуговальном и четырехстороннем продольно-фрезерном станках.
Гнезда в вертикальных брусках выбирают на центродолбежном станке. Для зарезки шипов используют шипорезный станок. Отборку профилей, выборку потомков и другие аналогичные операции выполняют на фрезерном станке.
Предварительная сборка изделий с подгонкой деталей производится на рабочем месте, а окончательная – на сборочном станке. По периметру двери обрабатывают на форматном станке.
При отсутствии указанных выше станков детали дверей обрабатывают на комбинированных станках, электрофицированными или ручными инструментами.
Разберем порядок обработки вертикального бруска рамочной (филенчатой) двери, имеющего в чистоте размер 44×94×2000 мм. Припуск на фрезерование и фугование с двух сторон для заготовок из древесины хвойных пород должен быть 5,5 мм, а на торцевание с двух сторон по длине деталей – 40 мм. Таким образом, размеры бруска в заготовке составляют (44 + 6)×(94 + 6)×(2000 + 40) или 50×100×2040 мм. Исходя из этих размеров, берут доску толщиной 50 мм и размечают длину и ширину бруска, после чего его выпиливают электропилой или лучковой пилой.
После выпиливания брусок обрабатывают с четырех сторон электрорубанком или рубанком и фуганком. При строгании необходимо следить за тем, чтобы брусок был прямоугольной формы и не имел кривизны и перекосов. На простроганном бруске угольником, рейсмусом размечают гнезда под шипы, для чего брусок кладут кромкой кверху на стол и с помощью угольника карандашом наносят на кромке линии.
Бруски размечают так (рис. 90). Отступив от торца бруска 20 мм, карандашом наносят линию 1 , отмерив 32 мм, наносят линию 2 ; на расстоянии 140 мм от второй линии – линию 3 . После этого, отмерив необходимые расстояния, наносят линии – 4, 5, 6, 7 и 8 . Затем на торцах бруска на расстоянии 12 мм от каждого ребра наносят линии 11, 12 .
Пересечение поперечных и продольных линий образуют гнезда ( 9 ) на кромке ( 10 ). Выбирают гнезда долотом, следя за тем, чтобы долото не выходило за пределы разметки. Эту операцию можно производить электродолбежником, зачищая затем поверхности гнезд стамеской. Необходимо следить за точностью выборки гнезд. Если гнездо получится большего размера, шип будет сидеть неплотно. При меньшем размере гнезда шип не войдет в него.
Затем в бруске шпунтубелем выбирают паз, а рубанком (калевкой) – профиль. После изготовления всех брусков и филенки дверь предварительно собирают.
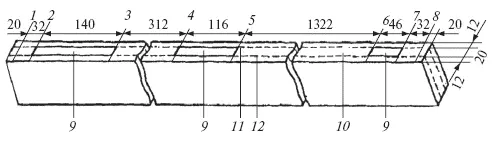
Рис. 90.Схема разметки вертикального бруска рамочной (филенчатой) двери: 1–8 – поперечные линии, наносимые на кромки; 9 – гнезда на кромке; 10 – кромка бруска; 11, 12 – продольные лини
После предварительной сборки и подгонки дверь разбирают, смазывают шипы и проушины клеем, а затем вновь собирают и обжимают на сборочном станке. Дополнительно в углах на клею ставят нагели.
Бруски коробки также собирают на клею и крепят в углах нагелями. Правильность сборки коробок проверяют с угла на угол линейкой и угольником.
Собранные дверные полотна должны иметь по периметру припуск на обработку фуганком, электрорубанком 2–3 мм на сторону.
Дверные замки рекомендуется врезать на высоте 1000 мм от низа полотна вручную или механизированным инструментом. Размечают гнезда с помощью угольника или шаблона П. Е. Кускова (рис. 91), изготовленного из древесины и фанеры. Верхнюю планку шаблона делают из фрезерованной доски толщиной 10–12 мм, а боковые – из фанеры. Боковые планки прибивают к верхней гвоздями.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»
Представляем Вашему вниманию похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.