Николай Звонарев - Домашний слесарь
Здесь есть возможность читать онлайн «Николай Звонарев - Домашний слесарь» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2009, ISBN: 2009, Издательство: Array Литагент «Центрполиграф», Жанр: Хобби и ремесла, Сделай сам, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Домашний слесарь
- Автор:
- Издательство:Array Литагент «Центрполиграф»
- Жанр:
- Год:2009
- Город:Москва
- ISBN:978-5-9524-4265-8
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Домашний слесарь: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Домашний слесарь»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Домашний слесарь — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Домашний слесарь», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Вместо цемента для заделки раструба можно использовать асбестоцемент. Асбестоцементную смесь для заделки стыков приготовляют механическим перемешиванием цемента марки не ниже 400 и асбестового волокна (не ниже 4-го сорта) в соотношении 2:1. Непосредственно перед заделкой каждого стыка сухую асбестоцементную смесь увлажняют, добавляя 10–12 % воды от массы смеси. Асбестоцементной смесью стык заделывают примерно на 1/3 высоты раструба.
Сборка чугунных труб с заделкой раструбов расширяющимся цементом. Заделка раструбов чугунных труб смоленой прядью и цементом требует большой затраты труда, значительного расхода пряди и длительного времени для схватывания цемента. Кроме того, герметичность соединений зависит от качества уплотнения раструба.
Более совершенной и простой является сборка чугунных канализационных труб с заливкой раструбов расширяющимся цементом (рис. 21). Этот цемент водонепроницаем и обладает способностью расширяться при твердении и самоуплотняться. Применение расширяющегося цемента для заделки раструбов значительно ускоряет процесс сборки чугунных канализационных труб, так как отпадает необходимость конопатки раструбов смоленой прядью и чеканки стыка.
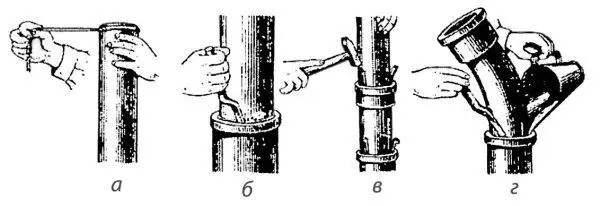
Рис. 21. Приемы заделки стыков чугунных канализационных труб расширяющимся цементом: а – намотка прядей, б – осадка прядей, в – установка и центрирование трубы, г – заделка цементом
Сначала подбирают и подгоняют необходимые трубы и фасонные части. После этого жесткой кистью очищают места стыков от пыли и грязи и промывают водой.
На конец трубы, который заводят в раструб другой трубы или фасонной части, наматывают два винта белой пряди толщиной 5 мм и длиной 440 мм для труб диаметром 50 мм и длиной 760 мм для труб диаметром 100 мм. Деталь с намотанной прядью вставляют в раструб другой детали, а прядь тонкой конопаткой осаживают вниз.
Затем трубу, вставленную в раструб нижней детали, центрируют тремя металлическими клиньями
так, чтобы ширина кольцевого зазора между трубой и раструбом была везде одинакова, и вгоняют клинья легкими ударами молотка.
Для заделки подготовленных стыков в сосуд для приготовления раствора вначале засыпают цемент. Для трубы диаметром 50 мм на один стык расходуют 100 г цемента, для трубы диаметром 100 мм – 200 г. Затем в сосуд с цементом наливают воду (до 70 % от объема цемента). Раствор непрерывно перемешивают, чтобы не было комков и сухих частиц. Кольцевой зазор стыка заделывают цементом за одни раз.
Соединение неметаллических труб
Общие сведения о пластмассовых трубах. В системах внутренней канализации и водостоков различного назначения применяют трубы и фасонные части, изготовленные из полиэтилена плотности ПЕЛ и низкой плотности (ПИП), полипропилена (ПП) и непластифицировааного поливинилхлорида (ПВХ).
Пластмассовые трубы и фасонные части имеют высокую коррозионную стойкость и низкую теплопроводность, что значительно снижает образование конденсата на поверхности труб. Внутренняя поверхность у них гладкая, благодаря чему пропускная способность пластмассовых труб больше, чем у чугунных труб таких же диаметров. Они являются хорошими диэлектриками, что исключает появление блуждающих токов в системах из таких труб.
Пластмассовые трубы хорошо поддаются механической обработке (резанию, сверлению, формовке), легко соединяются в раструб с резиновым уплотнительным кольцом, а также хорошо свариваются.
Наряду с перечисленными преимуществами пластмассовые трубы обладают следующими недостатками: большой чувствительностью к механическим повреждениям; значительным тепловым удлинением – например, коэффициент линейного расширения твердого ПВХ в семь, а полиэтилена в 10–15 раз больше, чем у стали; хрупкостью при низких температурах (трубы из ПВХ), поэтому монтаж систем из этих труб следует производить при температуре наружного воздуха не ниже -15 °C.
Канализационные пластмассовые трубы и фасонные части к ним выпускают с условными проходами 40, 50, 85 и 100 мм и длиной 3, 6, 8,10 и 12 м. Поверхность труб и фасонных частей должна быть ровной и гладкой, не допускаются трещины, пузыри, раковины, вздутия и посторонние включения, видимые без применения увеличительных приборов. Высота выступов после удаления литников равна не более 1 мм. Концы труб должны быть обрезаны перпендикулярно оси труб и очищены от заусенцев.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Домашний слесарь»
Представляем Вашему вниманию похожие книги на «Домашний слесарь» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.
Обсуждение, отзывы о книге «Домашний слесарь» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.