Евгений Банников - Сварка
Здесь есть возможность читать онлайн «Евгений Банников - Сварка» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: АСТ, Кладезь, Жанр: Хобби и ремесла, Технические науки, Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Сварка
- Автор:
- Издательство:АСТ, Кладезь
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварка: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварка»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварка», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Э70, Э85, Э100, Э125, Э150.
Существует (кроме вышеперечисленных) еще 9 типов для сварки теплоустойчивых сталей. В обозначении цифры указывают гарантированный предел прочности металла шва в кгс/мм 2. Буква «А» в обозначении указывает на повышенные пластические свойства.
Электроды для сварочных работ являются самым расходуемым материалом. Надо заметить, что качество поставляемых материалов может меняться в разных партиях. Условия хранения, транспортировки и срок давности изготовления влияют на качество сварочного шва в худшую сторону. Рекомендуется перед началом работ прокаливать электроды при температуре 120–150 °C не менее 30–40 минут. Если электроды долго хранились сырыми, то они покрываются белыми пятнами; такие электроды трещат, плохо «варят», разбрызгивают металл. При сколотой или обсыпанной обмазке, особенно на кончиках, возникают проблемы при зажигании дуги.
Кстати, в домашней газовой духовке (не СВЧ!) при 250 °C за 30 минут тоже можно просушить электроды.
ВНИМАНИЕ! Нижеприведенная информация важна для качественной сварки.
Условное обозначение электрода состоит из следующих данных:
(1) тип электрода. Обозначается буквой «Э» и цифрой, обозначаюшей гарантированный предел прочности металла шва в кгс/мм 2, например, «Э42»;
(2) марка электрода – это его промышленное обозначение, как правило, характеризующее стержень и покрытие. Например, типу Э42 соответствует несколько марок электродов: ОМА–2, АНО–6, МЭЗ–0 и др.;
(3) диаметр стержня электрода (цифра – толщина в мм);
(4) обозначение типа свариваемой стали:
буква « У» – для ручной дуговой сварки низколегированных и конструкционных сталей с временным сопротивлением на разрыв до 60 кгс/мм 2;
буква « Л» – для легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм 2;
буква « Т» – для легированных теплоустойчивых сталей;
буква « В» – для высоколегированных сталей с особыми свойствами;
(5) значение толщины покрытия: вторая буква после обозначения типа стали обозначает толщину покрытия:
« М» – тонкое покрытие – слой покрытия 0,1–0,25 мм на сторону;
« С» – среднее покрытие;
« Д» – толстое. Слой покрытия 0,5–2,5 мм на сторону;
« Г» – особо толстое покрытие.
(6) обозначения группы качества изготовления. По качеству и точности изготовления, состояния поверхности покрытия, качеству шва электроды делятся на группы: 1, 2, 3.
(7) группа индексов характеристики шва;
(8) тип покрытия электрода: (буквенное сокращение):
« А» – руднокислое или кислое(АНО–1, СМ–5 и др.). Содержит окислы железа и марганца – полевой шпат, ферромарганец. Эти окислы выделяют кислород, и для уменьшения его действия вводят раскислители в виде ферросплавов. Такой тип покрытия дает малую вязкость и пластичность, а также пониженное содержание легирующих примесей;
«Р» – рутиловые(АНО–3, 4; ОЗС–3, 4, 6; МР–3, 4 и др.). Рутил – это диоксид титана. Рутил является шлакообразующим. Вместо рутила используют магнезит, полевой шпат, мрамор, ферромарганец (легирующий элемент). Рутиловые покрытия менее вредны при сварке для дыхания;
«Ц» – целлюлозные(ВСЦ–1,2; ОЗЦ–1 и др.). Состоят из целлюлозы в качестве газообразующих и связующих веществ. В качестве раскислителей применяют ферромарганец, ферросилиций. Создают хорошую газовую защиту и образуют малое количество шлака;
«Б» – основные(УОНИ–13, ДСК–50, ОЗС–2 и др.). Эти покрытия не содержат оксидов железа и марганца, что позволяет легировать наплавляемый металл. Покрытия содержат плавиковый шпат, мрамор, магнезит (т. е. СаF и СаСО 3). В качестве раскислителей применен ферротитан, ферромарганец, ферросилиций;
«П» – прочие;
«XX» – смешанный тип, например АЦ;
(9) пространственное положение сварки (цифра после типа покрытия);
«1» – для всех положений;
«2» – для всех положений, кроме вертикального положения сверху вниз;
«3» – для нижнего положения, горизонтального на вертикальной плоскости, вертикального снизу вверх;
«4» – для нижнего положения и верхнего в «лодочку»;
(10) род тока, полярность напряжения холостого тока(см. цифры в таблице ниже):
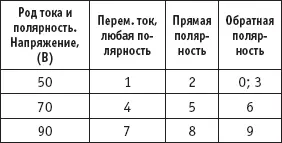
Пример: Э46–АН0–21–3,0–УД2//Е430 (3) – Р11.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварка»
Представляем Вашему вниманию похожие книги на «Сварка» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.






Обсуждение, отзывы о книге «Сварка» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.