Евгений Банников - Сварка
Здесь есть возможность читать онлайн «Евгений Банников - Сварка» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: АСТ, Кладезь, Жанр: Хобби и ремесла, Технические науки, Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Сварка
- Автор:
- Издательство:АСТ, Кладезь
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварка: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварка»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварка», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Ручную сварку выполняют вольфрамовым электродом на установках УДГУ–301, УДГ–501 и ИСВУ–315. При толщине свариваемых кромок до 6 мм применяют электроды диаметром до 4 мм, а для кромок больших толщин – до 6 мм. Сварочный ток определяют из расчета 30–45 А на 1 мм диаметра электрода. Расход аргона составляет 6–15 л/мин. Сварку производят при минимальной длине дуги (менее 2 мм), что обеспечивает энергичное разрушение оксидной пленки вследствие катодного распыления и улучшенную защиту сварки.
Механизированную сварку выполняют на специализированном автомате типа АДСВ–6.
Полуавтоматическую и автоматическую сварку в среде аргона плавящимся электродом выполняют специальными шланговыми полуавтоматами и автоматами. Сварку производят постоянным током при правильном выборе режима сварки и применении обратной полярности. Применяют сварочную проволоку СвА97, СвАМц, СвАК или того же состава, что и свариваемый металл. Металл толщиной до 10 мм сваривают без разделки кромок, при больших толщинах кромок применяют V– и Х-образные разделки шва. Сварочный ток при электродной проволоке диаметром 2,0 мм составляет 250–300 А, скорость сварки достигает 30–40 м/ч.
Газовая сварка алюминия дает хорошие результаты при правильном выборе режима сварки и применении флюсов. Листы толщиной до 3 мм сваривают с отбортовкой кромок на высоту примерно утроенной толщины листа. При толщине листов до 5 мм сварку производят без скоса кромок с зазором до 0,5 мм.
Листы толщиной 5–15 мм сваривают с односторонним, а при большей толщине – с двусторонним скосом кромок. Угол разделки составляет 60–70°. Сварку нахлесточных соединений применять не следует, так как флюс, затекающий в зазор между листами, вызывает коррозию и разрушение шва. Кромки соединения и присадочную проволоку хорошо очищают от оксидной пленки механическим или химическим способом.
Механическую очистку производят путем обезжиривания в щелочном растворе с последующей очисткой металлической щеткой. Сварку следует выполнять не позднее чем через 2 ч после очистки.
Химическую очистку производят в такой последовательности: кромки обезжиривают и протравливают в 5 %-м растворе каустической соды, затем соединяемые части промывают водой, насухо протирают тряпкой и просушивают. Сварку следует выполнять не позднее чем через 8 ч после очистки. Флюс наносят на свариваемые кромки и присадочную проволоку в виде пасты или насыпают в разделку шва в виде порошка. Флюсы хранят в герметически закрытых сосудах, так как они интенсивно поглощают влагу из воздуха. Сварку выполняют левым способом нормальным пламенем или с небольшим избытком ацетилена. При этом следует учесть, что большой избыток ацетилена способствует образованию пор в сварном шве. Большую опасность представляет избыток кислорода, который значительно затрудняет сварку, интенсивно окисляя алюминий. Угол наклона мундштука горелки в начале сварки устанавливают повышенный – 70–80°, а затем уменьшают до нормального значения – 30–45°.
Мощность сварочного пламени зависит от толщины металла:
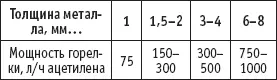
При сварке силуминов рекомендуется предварительно подогреть изделие до 200–250 °C, а после сварки произвести отжиг при температуре 300–350 °C с последующим медленным охлаждением. Швы сварных соединений из проката проковывают легкими ударами в холодном состоянии. Остатки флюса и шлака тщательно удаляют с помощью металлической щетки и промывкой горячей водой.
Сварка титана и его сплавов
Титановые сплавы являются сравнительно новыми конструкционными материалами. Они обладают рядом ценных свойств, обусловливающих их широкое применение в авиационной промышленности, ракетостроении, судостроении, химическом машиностроении и других отраслях производства. Главное достоинство этих материалов – сочетание высоких механических характеристик и коррозионной стойкости с малой плотностью (4,5 г/см 3). Титан получил широкое применение благодаря своим особым свойствам: малой плотности, высокой температуре плавления (1 665 °C), высокой коррозионной стойкости во многих агрессивных средах, высокой прочности.
Высокое электрическое сопротивление и низкая теплопроводность создают условия, при которых для сварки титана затрачивается значительно меньше электроэнергии, чем при сварке алюминия и даже стали. Кроме того, титан маломагнитен, и поэтому значительно снижается влияние магнитного дутья. Основной трудностью сварки титана и его сплавов является большая химическая активность титана при высоких температурах к кислороду, азоту и водороду. Поэтому для получения качественных соединений при сварке необходима хорошая защита от взаимодействия с атмосферой не только сварочной ванны, но и всей зоны металла, нагретого свыше 500 °C.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварка»
Представляем Вашему вниманию похожие книги на «Сварка» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.






Обсуждение, отзывы о книге «Сварка» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.