Евгения Сбитнева - Кровельные работы
Здесь есть возможность читать онлайн «Евгения Сбитнева - Кровельные работы» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Домоводство, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Кровельные работы
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Кровельные работы: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Кровельные работы»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга предназначена для широкого круга читателей.
Кровельные работы — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Кровельные работы», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
При возникновении обратного удара пламени сварочные работы нужно немедленно остановить, вентили на горелке или резаке перекрыть, а газосварщику незамедлительно покинуть закрытую емкость (если он там работает). Затем работающий должен осмотреть затвор и установить целостность редукторов и рукавов, а также уровень жидкости в затворе, если используется жидкостный затвор.
Газопламенная пайка
Газопламенная пайка отличается от сварки тем, что при пайке расплавляется только припой, тогда как при сварке плавятся соединяемые кромки металла. При этом температура плавления припоя значительно меньше, чем у соединяемого металла.
Нужно заметить, что при пайке происходит довольно большой расход металла, а отдельные виды припоев очень дороги. Кроме этого, часто пайка предполагает применение швов внахлестку. Ввиду этих причин пайка не так широко распространена, как сварка. Однако при некоторых видах работ она незаменима (пайка электро– и радиоаппаратуры, печатных схем точных приборов, внутренних швов пищевой и медицинской аппаратуры и др.).
В паяльных работах используются низкотемпературные и высокотемпературные пайки.
Низкотемпературная пайка осуществляется с использованием припоев с температурой плавления ниже 550 °C, а высокотемпературная предусматривает применение припоев с температурой плавления свыше 550 °C. Низкотемпературную пайку можно осуществлять электрическими паяльниками или газоводушными горелками, а высокотемпературную – горелками, которые работают на кислородно-пропановой или ацетилен-бутановой смеси. При пайке крупногабаритных изделий можно применять многопламенные горелки.
Выбор того или иного вида припоя будет зависеть от вида паяемого металла и, конечно, от вида пайки. Для низкотемпературной пайки используются оловянисто-цинковые и оловянисто-свинцовые припои, причем последние получили довольно широкое распространение. Для высокотемпературной пайки применяются серебряные, медно-цинковые и медно-фосфористые припои. Самую широкую область применения имеют серебряные припои, которые дают высокое качество пайки почти всех черных и цветных металлов (за исключением цинка и алюминия). Медно-цинковые припои находят применение для пайки никеля, стали и чугуна, хотя их можно использовать и для паяния металлов медной группы. Медно-фосфористые припои применяются только при пайке меди и ее сплавов (латунь, бронза). Эти припои характеризуются тем, что при пайке меди вообще не требуют флюса, но они довольно хрупкие и поэтому их нельзя применять в конструкциях, которые подвергаются механическим нагрузкам.
Применение флюсов при пайке необходимо практически всегда, так как они растворяют образующиеся при пайке оксиды, улучшают смачивание припоем металла, а также препятствуют окислению металла и припоя.
При низкотемпературной пайке наиболее часто используется такой флюс, как канифоль. Хлористый цинк, хлористый аммоний, фтористый натрий применяются реже.
Высокотемпературная пайка цветных и черных металлов предполагает использование флюсов чаще всего на основе буры. В случае повышения рабочей температуры пайки (когда применяются более тугоплавкие припои) иногда добавляется борная кислота. Комплекс солей, состоящий из хлоридов щелочных и щелочно-земельных металлов, используется при пайке магниевых и алюминиевых сплавов. Во флюс вводится хлористый цинк, фтористый калий и другие соединения щелочных металлов тогда, когда необходимо выполнить работу легкоплавким припоем.
Следует заметить, что при газопламенной пайке лучше всего применять флюсы в виде порошка или паст.
Особенности паяных швов. При пайке, как уже указывалось выше, используются в основном нахлесточные швы, прочность соединения которых тесно связана с величиной нахлеста. Однако при паяльных работах применяются еще стыковые, втулочные, специальные швы, а также швы с отбортовкой (рис. 136).
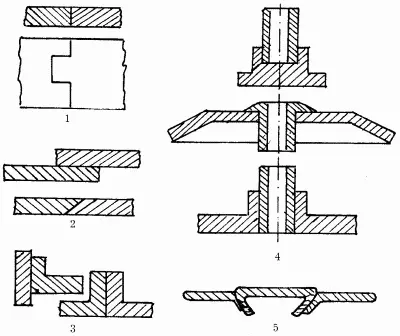
Рис. 136. Типы паяных швов: 1 – стыковые; 2 – нахлесточные; 3 – с отбортовкой; 4 – втулочные; 5 – специальные.
Нужно запомнить, что для улучшения надежности стыкового соединения его площадь можно увеличить путем выполнения косого или зубчатого стыка. Конечно, такая конструкция паяного шва потребует специальной и точной механической обработки, но она хорошо оправдывает себя, например, при пайке полотен циркулярных и ленточных пил.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Кровельные работы»
Представляем Вашему вниманию похожие книги на «Кровельные работы» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Кровельные работы» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.