Евгения Сбитнева - Кровельные работы
Здесь есть возможность читать онлайн «Евгения Сбитнева - Кровельные работы» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Домоводство, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Кровельные работы
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Кровельные работы: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Кровельные работы»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга предназначена для широкого круга читателей.
Кровельные работы — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Кровельные работы», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
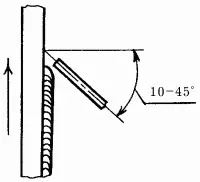
Рис. 116. Вертикальный шов.
При сварке на подъем нижележащий металл шва, который почти закристаллизовался, удерживает расплавленный металл, находящийся в сварочной ванне. Сварка на подъем дает возможность более тщательно проваривать корень шва и кромки, так как расплавленный металл стекает с электрода прямо в сварочную ванну. Недостатком данного способа является грубый внешний вид шва: его поверхность как будто покрыта чешуей.
При сварке на спуск трудно получить качественный провар места соединения деталей, так как шлак и расплавленный металл подтекают под дугу. При малом значении силы поверхностного натяжения происходит вытекание металла из сварочной ванны.
Выполнение потолочного шва (рис. 117) представляет определенные трудности. По возможности следует заменять этот трудоемкий вид каким-либо другим. При таком способе сварку производят, периодически замыкая конец электрода на сварочную ванну.
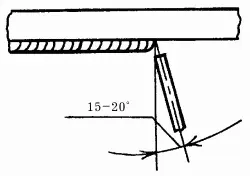
Рис. 117. Потолочный шов.
Металл сварочной ванны начинает кристаллизоваться, тем самым уменьшая объем сварочной ванны. Параллельно этому в сварочную ванну вносится расплавленный электродный металл. Подрезы образуются при удлинении дуги. Сварка таких швов создает неблагоприятные условия для выделения шлаков и газов из сварочной ванны.
Горизонтальные стыковые швы (рис. 118), в отличие от вертикальных, более сложны в выполнении.
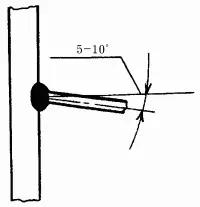
Рис. 118. Горизонтальный шов.
Объясняется это тем, что расплавленный металл стекает из сварочной ванны на нижнюю кромку, что влечет за собой образование подреза по верхней кромке. По этой причине сварку металла повышенной толщины производят со скосом только одной верхней кромки. Нижняя помогает удерживать расплавленный металл в сварочной ванне. В нахлесточных соединениях сварка угловых швов не представляет особых трудностей и выполняется по тому же способу, что и сварка в нижнем положении.
Особенности сварки различных материалов
Хорошо свариваются низкоуглеродистые стали, содержащие до 0,25 % углерода. Такие соединения легко обрабатываются режущими инструментами. Чтобы исключить перегрев и образование закалочных структур, используют многослойную сварку с большим интервалом времени между наложением слоев. Дуговую сварку металла толщиной 2 мм обычно ведут на постоянном токе обратной полярности. Изделия толщиной более 15 мм подвергают после сварки термообработке. Сварка толстого металла «каскадом» или «горкой» с замедлением скорости охлаждения металла и околошовной зоны предупреждает образование закалочных структур. Дефектные участки обычно подваривают швами нормального сечения длиной не менее 100 мм или предварительно подогревают до температуры 150–200 °C.
Сварка таких марок сталей часто чревата образованием трещин как в основном, так и в наплавленном металле. Чтобы получить качественное соединение, необходимо соблюдать следующие соотношения между диаметром электрода и значением сварочного тока:
Диаметр электродов, мм22,53
Сварочный ток, А40–60 50–7580–100
Диаметр электродов, мм 456
Сварочный ток, А 130–150170–200200–280
При толщине свариваемого металла менее 2 мм применение ручной дуговой сварки часто вызывает образование прожогов. Чтобы избежать этого, следует выполнить следующие рекомендации:
– при сварке швов применять электроды малого диаметра (1,6–2 мм);
– сила тока должна быть минимальной – 50–70 А;
– для обеспечения устойчивого горения дуги необходимо подключать осциллятор;
– для исключения образования прожогов применять отбортовки кромок свариваемых листов.
Сварку листов, имеющих разную толщину, рекомендуется делать посредством плавного перехода от более толстого металла к тонкому, применяя осциллятор.
Сварка меди осложняется наличием примесей, имеющихся в ее составе, большой теплопроводностью и способностью сильно окисляться в расплавленном состоянии. Кроме того, медь сильно поглощает водород в расплавленном состоянии. Внутри свариваемого участка образуются пузырьки воды, которые являются причиной возникновения большого количества микротрещин. Такое явление называется водородной болезнью меди. Предупреждает образование болезни снижение количества водорода в зоне сварки путем прокалки электродов и флюсов и применения защитных газов.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Кровельные работы»
Представляем Вашему вниманию похожие книги на «Кровельные работы» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Кровельные работы» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.