Евгения Сбитнева - Кровельные работы
Здесь есть возможность читать онлайн «Евгения Сбитнева - Кровельные работы» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Домоводство, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Кровельные работы
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Кровельные работы: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Кровельные работы»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга предназначена для широкого круга читателей.
Кровельные работы — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Кровельные работы», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
С кромок сращиваемых деталей перед паянием удаляют ржавчину, грязь, шлифуют их, чтобы не было заусенцев и неровностей. После этого лудят (покрывают тонким слоем олова) участки спаивания, шлифуют и лудят жало паяльника. Детали кладут на ровную деревянную поверхность (брусок). После подгонки кромок деталей в промежуток между ними с помощью кисточки или тонкой палочки вводят хлористый цинк (соляную кислоту). В том случае, если шов большой, его в нескольких местах припаивают. Жало паяльника с припоем ставят в начале шва и по мере попадания припоя в промежуток между деталями шов в этом месте прижимают деревянным бруском, а паяльник перемещают на новое место и т. д. Количество припоя на жале время от времени пополняют.
Сращиваемые детали во время пайки слегка наклоняют в сторону перемещения паяльника. Прижим с кромок деталей снимают только после того, как припой затвердеет, а спаянный шов станет матово-серым. Шов затем промывают под струей воды или протирают тампоном, смоченным в содовом растворе, и сушат ветошью.
Паяние параллельно с клепкой применяют при изготовлении инвентаря, воротников для труб и т. д.
Изготовление инвентаря для кровельных работ
При выполнении кровельных работ используют ведро цилиндрической формы, ведро конической формы и бидон, правила изготовления которых приведены ниже.
Ведро цилиндрической формы состоит из таких элементов: днище, обечайка, ободок, ушки, дужка, заклепки (рис. 77).
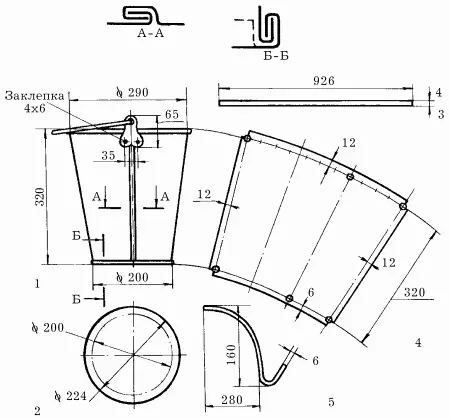
Рис. 77. Цилиндрическое ведро: 1 – общий вид ведра; 2 – заготовка днища ведра; 3 – проволочный ободок в развернутом виде; 4 – половина обечайки; 5 – дужка ведра.
Для изготовления обечайки берут листовую сталь толщиной 1 мм и отмечают на ней размеры обечайки (высоту и длину, равную длине окружности днища плюс припуск 12 мм на швы, соединяющие кромки обечайки и обечайку с днищем, и на закатку ободка). Проволоку для ободка берут диаметром 4 мм. Ушки прикрепляют к обечайке с помощью заклепок сечением 6 х 4 мм.
Для дужки используют проволоку диаметром 6 мм и вставляют ее в ушки. При скреплении деталей все фальцы для более прочного соединения смазывают суриковой замазкой.
Как и цилиндрическое, коническое ведро состоит из обечайки, ободка, днища, ушек и заклепок (рис. 78).
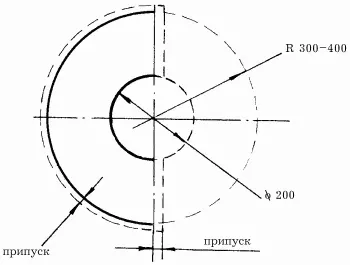
Рис. 78. Изготовление конического ведра.
Чтобы сделать коническое ведро, берут листовую сталь толщиной 0,65–0,7 мм и размечают на ней выкройку ведра. Чертят круг диаметром 30–40 см, затем чертят второй круг диаметром 20 см внутри первого. Круги должны иметь один центр. Затем их делят пополам и откладывают припуски для спайки бокового шва и для проволочного ободка. После этого вырезают половинку большого круга, а также входящую в нее половину маленького круга. Спаивают боковые кромки. Измерив диаметр маленького отверстия, чертят на листовой стали круг диаметром, равном диаметру этого отверстия, и вырезают его. Таким образом получают днище конического ведра. Днище припаивают к нижним кромкам обечайки. Затем закатывают проволочный ободок, придав ему сначала форму кольца, и забортовывают его с помощью молотка; вырезают из более толстой стали (1–1,2 мм) ушки и заклепками приклепывают их к верхней части обечайки. Проволочную дужку вставляют в ушки.
Бидон состоит из обечайки, конуса, днища, горловины, ободка, верхней части крышки, обечайки крышки и ручки. Для изготовления бидона берут сталь толщиной 0,8–0,9 мм. Делают его делают выкройке, изображенной на рисунке 79.
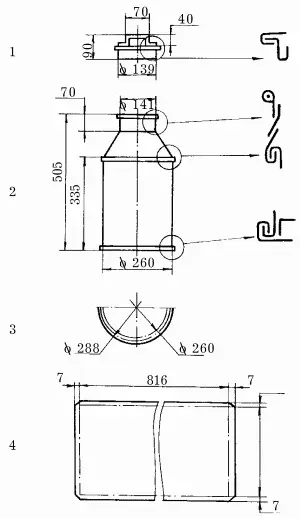
Рис. 79. Бидон: 1 – крышка бидона; 2 – вид сбоку; 3 – половина выкройки днища видона; 4 – выкройка конуса.
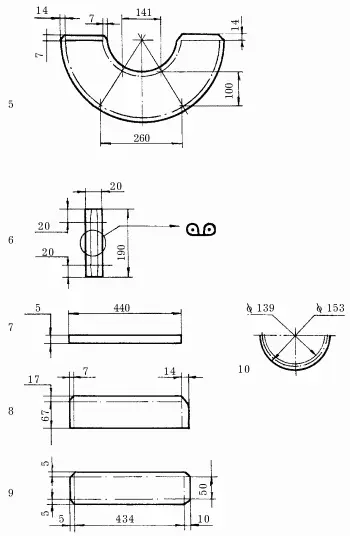
Рис. 79. Бидон: (продолжение) 5 – выкройка обечайки бидона; 6 – ободок из проволоки; 7 – выкройка горловины; 8 – выкройка ручки; 9 – выкройка обечайки карышки; 10 – половина выкройки верха крышки.
На выкройке даны припуски для фальцевых сращений. Детали круглой и конической формы делают вручную или на вальцовке.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Кровельные работы»
Представляем Вашему вниманию похожие книги на «Кровельные работы» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Кровельные работы» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.