Игорь Волков - Сварка полимерных труб и фитингов с закладными электронагревателями
Здесь есть возможность читать онлайн «Игорь Волков - Сварка полимерных труб и фитингов с закладными электронагревателями» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Казань, Год выпуска: 2013, ISBN: 2013, Издательство: Литагент БИБКОМ, Жанр: pedagogy_book, Технические науки, Технические науки, Прочая научная литература, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Сварка полимерных труб и фитингов с закладными электронагревателями
- Автор:
- Издательство:Литагент БИБКОМ
- Жанр:
- Год:2013
- Город:Казань
- ISBN:978-5-7882-1519-8
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварка полимерных труб и фитингов с закладными электронагревателями: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварка полимерных труб и фитингов с закладными электронагревателями»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварка полимерных труб и фитингов с закладными электронагревателями — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварка полимерных труб и фитингов с закладными электронагревателями», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
На рынке фитингов с ЗН, наряду с традиционными муфтами представлены новые клиновые адаптивные муфты больших диаметров [8], (рис 1.13) и фитинги с муфтовыми подсоединительными частями (Рис. 1.14).

Рис. 1.13. Клиновая муфта (Ø 1000-1200 мм)


Рис. 1.14. Отв оды 45°, 90°


Рис. 1.15. Тройники
Кроме того, сварка с ЗН применяется для муфтового соединения гофрированных и витых труб, которые выпускаются диаметром до 3000 мм и реже до 5000 мм [5].
На рис. 1.16 изображен раструб трубы фирмы KRAH [9]. Аналогичные трубы выпускает Группа компаний Полипластик под маркой Корсис Плюс.
Внутри раструба с помощью скоб закреплена нагревательная спираль.
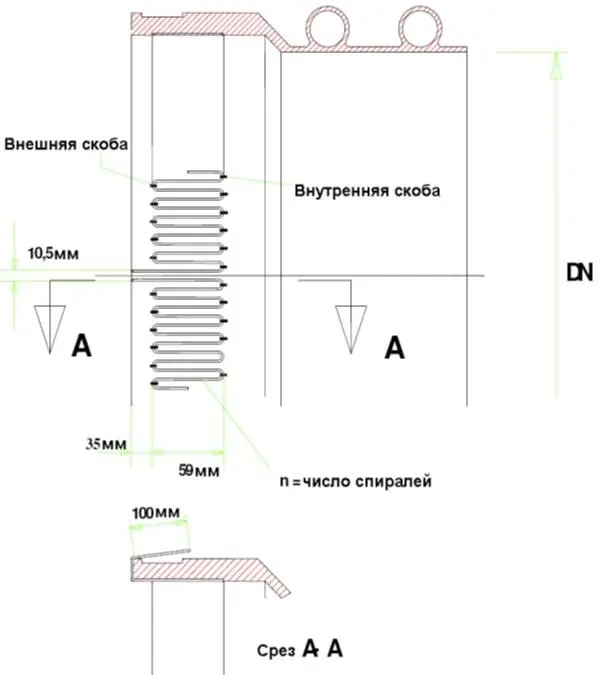
Рис. 1.16. Раструб витых труб больших диаметров с размещенной в нем спиралью
Поскольку не существует единого и абсолютного метода контроля сварных соединений полиэтиленовых труб между собой и с фитингами, высокую надежность и долговечность трубопроводов обеспечивает реализация в полном объеме описываемой ниже пятистадийной системы контроля технологического процесса сварки.
Классификация сварных соединений по применению в системе контроля:
Пробные соединения. Выполняются до начала основных сварочных работ при получении новой партии труб и фитингов с целью:
– проверки свариваемости труб и фитингов;
– оптимизации основных параметров сварки (если они задаются в ручном режиме);
– отладки технологии сварки.
Допускные соединения. Выполняются до начала основных сварочных работ, с целью проверки квалификации сварщика в следующих случаях:
– впервые приступает к работе;
– перерыв в работе свыше 30 дней;
– изменение диаметра свариваемых труб;
– введение в работу, освоение новой сварочной техники.
Контрольные соединения. Выполняются в ходе основных сварочных работ с целью подтверждения квалификации сварщиков. Отбираются лабораторией строительной организации и дополнительно по требованию заказчика. В качестве контрольных соединений следует выбирать соединения, худшие по внешнему виду.
Система контроля технологического процесса сварки при строительстве и реконструкции трубопроводов с использованием полиэтиленовых труб состоит из трех предварительных стадий (входного контроля качества применяемых труб, соединительных деталей и других материалов, контроля сварочных машин, вспомогательного оборудования и проверки квалификации сварщиков), операционного контроля и контроля сварных соединений трубопровода. Все стадии контроля выполняются организацией – производителем сварочных работ. Результаты контроля, проверок и испытаний должны быть оформлены в соответствии с действующими нормами исполнительной производственной документации.
Допускается привлечение контрагентов (специализированных организаций) для выполнения отдельных операций испытаний. В контроле принимают участие представители заказчиков и надзорных органов, требуя выполнения необходимых им контрольных процедур.
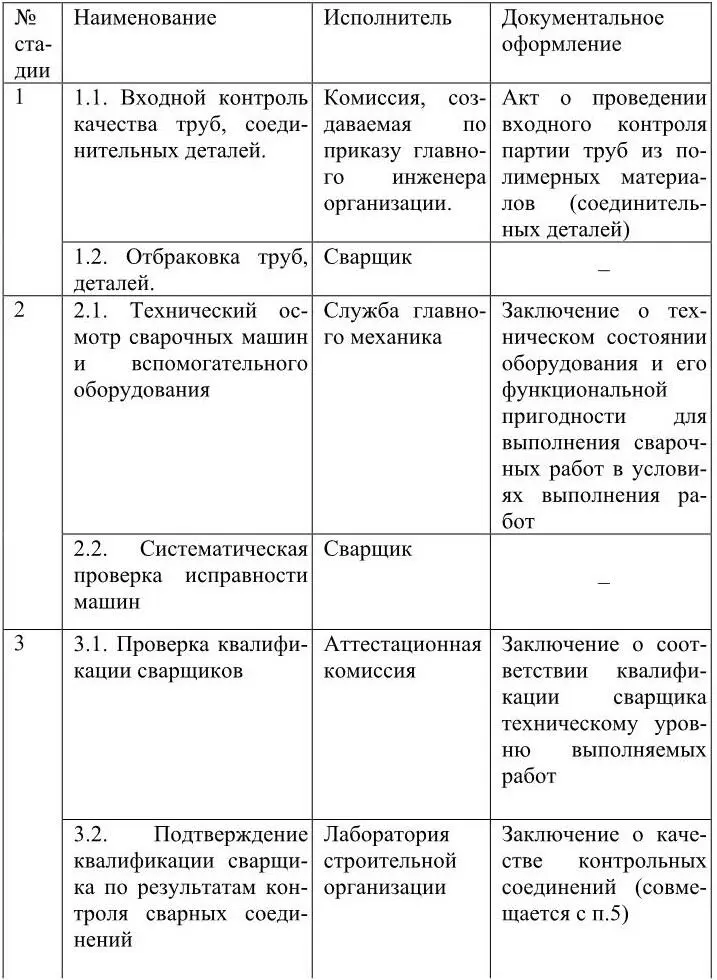
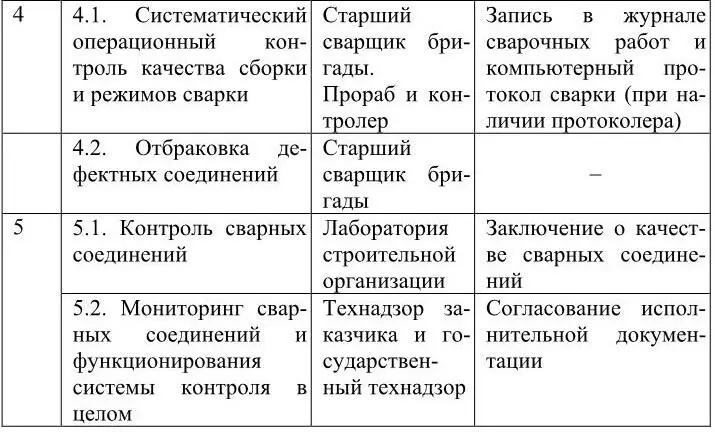
Ответственные за выполнения стадий контроля технологического процесса сварки и оформление результатов контроля приведены в табл. 1.1.
Таблица 1.1 .
Стадии контроля, исполнители и результаты контроля
1. Сварка полимерных материалов: справочник/К.И. Зайцев, Л.Н. Мацюк, А.В. Богдашевский и др; под общ. ред. К.И. Зайцева, Л.Н. Мацюк. –М.:Машиностроение, 1988. – 312 с.
2. Кимельблат, В.И. Релаксационные характеристики расплавов полимеров и их связь со свойствами композиций: монография/ В.И. Кимельблат, И.В. Волков; – Казан. гос. технол. ун-т. – Казань, 2006. – 187 с.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварка полимерных труб и фитингов с закладными электронагревателями»
Представляем Вашему вниманию похожие книги на «Сварка полимерных труб и фитингов с закладными электронагревателями» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/396630/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se-thumb.webp)

Обсуждение, отзывы о книге «Сварка полимерных труб и фитингов с закладными электронагревателями» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.