Филипп Семенычев - Встроенное качество
Здесь есть возможность читать онлайн «Филипп Семенычев - Встроенное качество» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2021, ISBN: 2021, Жанр: management, management, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Встроенное качество
- Автор:
- Жанр:
- Год:2021
- ISBN:978-5-532-97012-0
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Встроенное качество: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Встроенное качество»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Встроенное качество — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Встроенное качество», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Во-первых, исправление брака требует задействования дополнительных ресурсов: либо времени для сверхурочных работ, либо ресурс персонала в запланированное для основной работы время. В противном случае в месте исправления брака (в конкретной операции потока) образуется узкое место. Это узкое место может тормозить все последующие операции. То есть все остальные операции, отправив долю продукции на исправление, будут ждать пока к ним придёт продукт, чтобы продолжить работу. Пример упрощённый, однако на практике такое достаточно часто встречается. Взгляните ещё и с этой точки зрения на исправимый брак. На сколько задерживается ваш поток? Как влияет исправление брака на последующие операции? Когда вы начинаете встраивать качество, в первую очередь следует понимать масштаб бедствия: где сосредоточен брак, сколько он стоит и как отражается на скорости потока. Кроме того, следует понимать, что исправимый брак и технологические потери – это опасный вид брака.
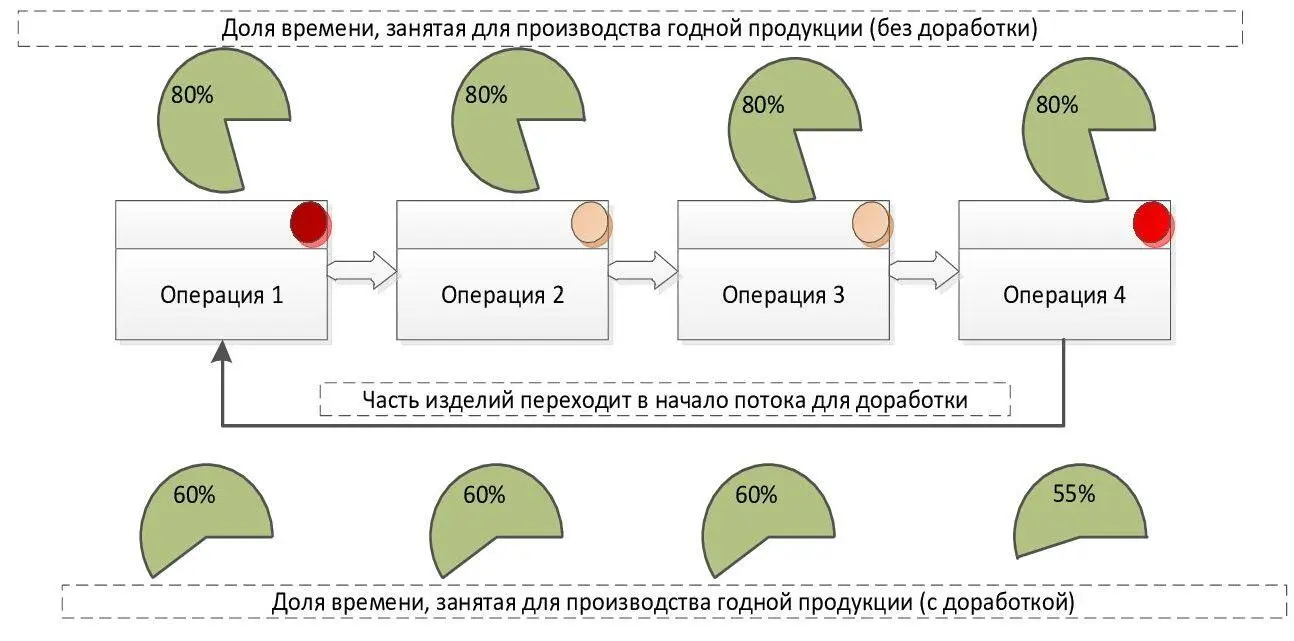
Обратите внимание на рисунок, расположенный ниже, он схематически отображает долю изделий (исправимого брака), поступающих в начало процесса на доработку (для исправления брака). Диаграммы, расположенные в верхней части схемы, отображают долю времени в конкретной операции, которая занята производством годной продукции. Разумеется, в этой доле времени содержится большое количество других потерь (кроме дефектов и переделок), сейчас мы не будем принимать их во внимание. Таким образом, производя дефекты 20% времени, не обнаружив это вовремя, последующие операции (№2 и №3) также будут тратить 20% времени впустую. Не производя собственных дефектов, они берут в работу брак, за работу над которым Заказчик не готов платить деньги. И так далее, до выявления дефекта. Примечательно, что после выявления дефекта (например, на операции №5 или №6), также будет тратиться не более 80% времени на продуктивную работу. Остальные 20 % времени будет составлять ожидание, т.к. входящих (поступающих) изделий уже будет меньше запланированного (недостаточно).
Диаграммы, расположенные в нижней части, отражают долю времени, занятые для производства годной продукции при условии её повторной доработки. После обнаружения брака на операции №4, доля продукции передаётся туда, где был заложен брак: на операцию№1. После доработки на операции №1, доработанный продукт снова попадает в поток. Тем не менее из 80% продуктивного времени остаётся уже 60%, т.к. 20% было потрачено на доработку. Последующие операции во время доработки ожидают продукт, и доля их продуктивного времени также не будет превышать 60%. Если пристальней посмотреть на операцию, являющуюся местом возникновения дефекта, можно увидеть, что доля продуктивного времени в ней будет ещё ниже. Это происходит потому, что обнаруженный брак не просто нужно выявить, но и отсортировать и отправить на доработку, что требует дополнительного времени. Таким образом, скорость потока серьёзно уменьшается, а время исполнения заказа увеличивается.
Разумеется, эти рассуждения справедливы для идеальной ситуации: синхронного потока единичных изделий. В реальном производстве подобные ситуации регулируются определённым количеством межоперационных запасов. Это ещё больше увеличивает время исполнения заказа, не решая коренных причин возникающих проблем.
Ту же логику рассуждений можно применить не только к браку, но и к технологическим потерям. Технологические потери – это определённая доля продукта (сырья, материала), определённая технологией, которая утилизируется (на всегда выходит из потока создания ценности) в процессе его производства.
Так, например, при механической обработке с заготовки постепенно снимают слои металла (сверлят, фрезеруют, режут и т.д.) пока она не станет такой деталью, какой её желает видеть Заказчик. При производстве бумаги, чтобы получить лист правильной формы, его несколько раз обрезают, что тоже является технологической потерей. В пищевой промышленности также существуют свои технологические потери, когда продукт режут на куски требуемой формы и т.д.
Как уже сказано в определении, эти потери определяются технологией производства: точностью и современностью оборудования, качеством сырья, оснастки, инструмента и т.д. Тем не менее, это всё равно потери, чем бы они не были обусловлены. Первые реплики, которую я сразу же слышу, говоря о технологических потерях, обычно следующие: «мы же не можем на него повлиять», «так задумано», «это же технология». Часто так и есть. Однако часто мы можем существенно сократить их. И это вовсе не значит, что ими не следует заниматься. Следует только задаться целью. Технологические потери – это такие же потери.Подумайте, где содержатся основные технологические потери, пройдите по потоку создания ценности, представьте себя на месте сырья или материала, входящего в поток. Посмотрите, где теряется сырьё или материал по мере движения по потоку создания ценности? Подумайте, почему это так происходит.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Встроенное качество»
Представляем Вашему вниманию похожие книги на «Встроенное качество» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Встроенное качество» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.