Сергей Федосеев - Интеллектуальные информационные системы управления предприятием
Здесь есть возможность читать онлайн «Сергей Федосеев - Интеллектуальные информационные системы управления предприятием» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2021, Жанр: management, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Интеллектуальные информационные системы управления предприятием
- Автор:
- Жанр:
- Год:2021
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Интеллектуальные информационные системы управления предприятием: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Интеллектуальные информационные системы управления предприятием»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Интеллектуальные информационные системы управления предприятием — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Интеллектуальные информационные системы управления предприятием», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Для того, чтобы понять особенности развития, необходимо рассмотреть последовательную эволюцию основных систем управления ресурсами предприятия, которые возникали по мере готовности человека к оперативной обработке все более увеличивающихся объемов информации. Основные этапы развития приведены на рисунке 1.6.

Рисунок 1.6 – Развитие систем планирования и контроля производства
1.4.3 Технология ROP
По мере развития компьютерной техники шире становились возможности в области управления производством на промышленных предприятиях. Эволюция информационных систем производственного управления на базе технологий ROP, MRP и MRPII [48] обеспечивалась техническим прогрессом в информационных технологиях. Эволюция систем происходила в условиях изменяющейся экономической обстановки (в первую очередь в США). Ограничения, заложенные в концепцию систем, компенсировались тем, что экономическая ситуация была достаточно стабильна для того, чтобы системы могли работать, принося положительный эффект предприятиям, использовавшим системы.
В 60-е годы основным конкурентным преимуществом была стоимость (себестоимость), в результате которой была разработана целенаправленная производственная стратегия, основанная на крупносерийном производстве, минимизации издержек в стабильных экономических условиях. Новая для того времени компьютеризированная система планирования по точке перезаказа (Reorder Point – ROP) удовлетворяла базовые потребности по планированию производства этих фирм. Суть ROP сводится к измерению параметров, характеризующих состояние склада: текущий уровень запаса продукции и значение точки перезаказа для неё. Если значение точки перезаказа превышает текущий уровень запаса, запускается процедура пополнения продукции за счёт внутреннего производства или закупки у внешнего поставщика (рисунок 1.7).
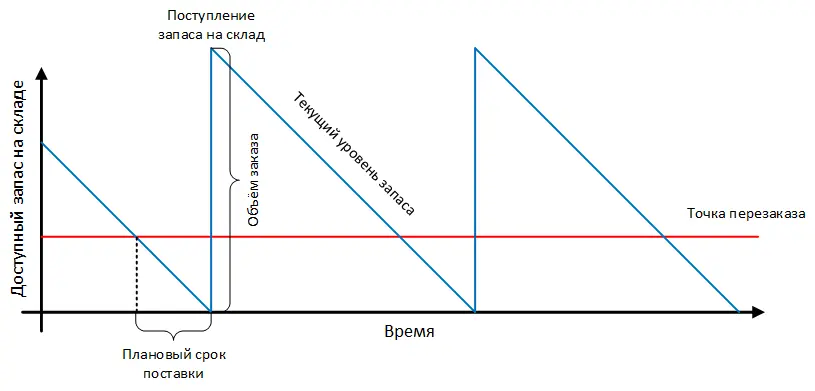
Рисунок 1.7 – Принципиальная схема планирования по точке заказа
Данная система основывается на сборе статистики, обработке и загрузке данных в систему следующих существенных параметров номенклатуры:
1. значение текущего запаса продукции на складе;
2. значение точки перезаказа для продукции;
3. время пополнения запаса (плановые сроки поставки);
4. объём заказа.
Ежедневно, чаще всего в ночные часы, на складе выполняется замер текущего уровня запаса продукции. Если значение запаса ниже точки перезаказа, запускается процедура пополнения, допустим, через закупку от поставщика или же заказ в производство.
В ходе закупки продукции её запас должен быть положительным до момента оприходования на склад. Таким образом, после наступления события перезаказа и фактическим пополнением складской запас должен быть не нулевым, во избежание дефицита продукции и остановки работы компании.
ТочкаПерезаказа = ПотреблениеВДень / ПлановыеСрокиПоставки, где ПотреблениеВДень характеризует объём потребляемой продукции за 1 день, ПлановыеСрокиПоставки – сроки поставки материалов от поставщика на склад в днях.
Такая простая стратегия позволила крупным производственным предприятиям исключить человеческий фактор в процессах обеспечения, оптимизировать уровень запасов (исключив из системы закупки «на всякий случай»), создать управляемые и прогнозируемые процессы обеспечения. Данная стратегия используется и до сих пор крупносерийными предприятиями, логистическими центрами и торговыми компаниями. Несмотря на очевидные недостатки и упрощения данной модели, она является основной для предприятий со стабильным спросом на продукцию.
1.4.4 Технология MRP
На следующем этапе развития предприятия начали автоматизировать процессы формирования, учета и отслеживания календарной потребности в готовой продукции (заказы клиентов, прогнозы продаж и т. д.). Следующим шагом стал анализ плана выпуска готовых изделий с целью определения календарной потребности в комплектующих изделиях, сырье и материалах, деталях и сборочных единицах с учетом наличного складского запаса. Эта задача была решена в компьютерном варианте в начале 60-х гг. и получила название MRP (Material Requirements Planning) – планирование потребности в материалах. Термин был введен в употребление Орлицки (Orlicky), который осознал потенциал применения вычислительной техники для решения задачи управления производственными запасами. Ранние компьютерные приложения MRP были построены на основе процессора спецификаций (Bill of Material Processor – BOMP), преобразовавшего дискретный план производства родительских номенклатурных позиций в дискретный план производства и закупки номенклатурных позиций-компонентов.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Интеллектуальные информационные системы управления предприятием»
Представляем Вашему вниманию похожие книги на «Интеллектуальные информационные системы управления предприятием» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




![Надежда Поврозник - Исторические информационные системы - теория и практика [litres]](/books/429962/nadezhda-povroznik-istoricheskie-informacionnye-sist-thumb.webp)



Обсуждение, отзывы о книге «Интеллектуальные информационные системы управления предприятием» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.