Галина Колб: Санитарно-технические работы
Здесь есть возможность читать онлайн «Галина Колб: Санитарно-технические работы» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях присутствует краткое содержание. Город: Минск, год выпуска: 2013, ISBN: 978-985-06-2288-4, издательство: Литагент Вышэйшая школа, категория: Технические науки / Технические науки / Технические науки / на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале. Библиотека «Либ Кат» — LibCat.ru создана для любителей полистать хорошую книжку и предлагает широкий выбор жанров:
любовные романы
фантастика и фэнтези
приключения
детективы и триллеры
эротика
документальные
научные
юмористические
анекдоты
о бизнесе
проза
детские
сказки
о религиии
новинки
православные
старинные
про компьютеры
программирование
на английском
домоводство
поэзия
Выбрав категорию по душе Вы сможете найти действительно стоящие книги и насладиться погружением в мир воображения, прочувствовать переживания героев или узнать для себя что-то новое, совершить внутреннее открытие. Подробная информация для ознакомления по текущему запросу представлена ниже:

- Название:Санитарно-технические работы
- Автор:
- Издательство:Литагент Вышэйшая школа
- Жанр:
- Год:2013
- Город:Минск
- Язык:Русский
- ISBN:978-985-06-2288-4
- Рейтинг книги:4 / 5
- Избранное:Добавить книгу в избранное
- Ваша оценка:
Санитарно-технические работы: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Санитарно-технические работы»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Галина Колб: другие книги автора
Кто написал Санитарно-технические работы? Узнайте фамилию, как зовут автора книги и список всех его произведений по сериям.
Уважаемые правообладатели!
Эта книга опубликована на нашем сайте на правах партнёрской программы ЛитРес (litres.ru) и содержит только ознакомительный отрывок. Если Вы против её размещения, пожалуйста, направьте Вашу жалобу на info@libcat.ru или заполните форму обратной связи.


Санитарно-технические работы — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Санитарно-технические работы», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Шрифт:
Интервал:
Закладка:
Нагретый газ должен быть чистым: не содержать пыли, масла и других веществ, ухудшающих качество шва. Чистоту нагретого газа проверяют, размещая на пути потока белый кусок хлопчатобумажной ткани или бумаги: на них не должно появляться черных пятен или точек.
При сварке полимерных труб 1 (см. рис. 3.29) струю горячего газа направляют попеременно круговыми или колебательными движениями горелки 3 на пруток 2 и свариваемые кромки до образования матовой поверхности. Расстояние между наконечником горелки и поверхностью свариваемого шва должно быть в пределах 5–8 мм. По мере размягчения прутка и свариваемых труб пруток с усилием (для прутка диаметром 3 мм – 18–22 Н, а диаметром 4 мм – до ЗО Н) вдавливают в разделку стыка. При этом его следует держать по отношению к оси трубы под углом 60–90° при стыковой сварке и 45° – при раструбной. Сопло горелки должно составлять с осью трубы угол 15–25° – для труб толщиной стенки до 5 мм и 30–45° – свыше 5 мм в направлении, противоположном общему направлению сварки.
При сварке пруток держат в левой руке между большим и указательным пальцами на расстоянии 70–80 мм от поверхности сварки, а горелку – в правой руке. Пруток укладывают в шов в определенном порядке, обеспечивая равномерное распределение напряжений в шве. По мере укладки прутка пальцы передвигают равномерно вверх. Перехватывать пруток следует плавно, не прерывая процесса сварки. При этом следят, чтобы при укладке первого валика часть прутка выступала с внутренней стороны шва на 0,5–1 мм, а в раструбных соединенях, катет углового шва по периметру трубы должен быть равен толщине стенки раструба.
При размягчении прутка на расстоянии более 20–30 мм от точки сваривания сварку приостанавливают и пруток охлаждают. При смене или обрыве прутка конец приваренного прутка нагревают и срезают под углом 20–30°, затем к полученному срезу внахлестку приваривают также подготовленный новый пруток. Необходимо, чтобы на шве расстояние между стыками прутков было не менее 8 мм.
Соединение полимерных труб на клею. Этот способ используют для соединения раструбных труб и фасонных частей из ПВХ с зазором и без зазора.
При склеивании труб без зазора , когда разность диаметров склеиваемых элементов менее 0,1 мм, применяют клей, состоящий из перхлорвиниловой смолы (14–16 мае. ч.) и метилхлорида (86–84 мае. ч.). При склеивании труб диаметром более 100 мм, а также труб различных диаметров при повышенных температуре (более 25 °C) и скоростях движения воздуха в зоне монтажа используют Белей, состоящий из перхлорвиниловой смолы (14–16 мае. ч.), метилхлорида (76–72 мае. ч.), циклогексаната (10–12 мае. ч.).
Для склеивания труб с зазором , когда разность диаметров склеиваемых элементов менее 0,6 мм, используют зазорозаполняющий клей ГИПК-127, состоящий из тетрагидрофурана (растворитель ПВХ), поливинилхлоридной смолы, оксида кремния. Трубы СБелеивают при температуре воздуха не ниже 5 °C. Рабочее место должно быть защищено от ветра и атмосферных осадков. СБелеивание труб производят в такой последовательности: размечают посадочную длину, подготавливают склеиваемые поверхности, наносят клей, соединяют трубы.
Разметку посадочной длины (рис. 3.30, а) выполняют линейкой, складным метром 3 и карандашом 2. Длина посадочной части равна длине нахлеста клеевого соединения, которая должна быть на 6 мм больше наружного радиуса трубы.
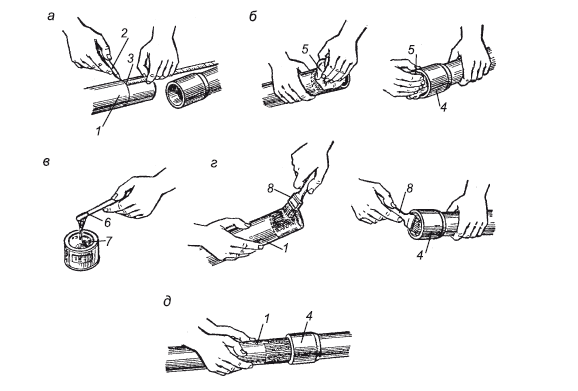
Рис. 3.30. Последовательность соединения полимерных труб на клею: а – разметка посадочной длины; б – очистка склеиваемых поверхностей гладкого конца и раструба; в – проверка консистенции клея; г – нанесение клея на раструб и гладкий конец трубы; д – соединение труб; 1 – гладкий конец трубы; 2 – мягкий карандаш; 3 – складной метр; 4 – раструб; 5 – шлифовальная шкурка; 6 – палочка; 7 – клей; 8 – кисть
Подготовка склеиваемых поверхностей заключается в зачистке гладкого конца трубы 1 и внутренней поверхности раструба 4 шлифовальной шкуркой 5 (рис. 3.30, б). Затем зачищенные поверхности обезжиривают органическими растворителями (метиленхлоридом). Перед склеиванием труб без зазора проверяют плотность сопряжения деталей. При плотном сопряжении клей наносят одним слоем, при свободном сопряжении – двумя слоями (второй наносят после просыхания первого слоя до отлипа). Клей наносят кистью из натуральной щетины. Перед нанесением клея проверяют его консистенцию (рис. 3.30, в), обмакивая палочку 6 в клей 7: Белей должен стекать с палочки ровной струей (консистенция сметаны). Густой клей разбавляют растворителем. Сначала Белей наносят кистью 8 на внутреннюю поверхность раструба 4 (рис. 3.30, г), а затем на гладкий конец трубы 1.
Шрифт:
Интервал:
Закладка:
Похожие книги на «Санитарно-технические работы»
Представляем Вашему вниманию похожие книги на «Санитарно-технические работы» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё не прочитанные произведения.
Обсуждение, отзывы о книге «Санитарно-технические работы» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.