Елена Кащенко - Товароведение и экспертиза текстильных товаров
Здесь есть возможность читать онлайн «Елена Кащенко - Товароведение и экспертиза текстильных товаров» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2012, Издательство: Литагент БИБКОМ, Жанр: Технические науки, Детская образовательная литература, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Товароведение и экспертиза текстильных товаров
- Автор:
- Издательство:Литагент БИБКОМ
- Жанр:
- Год:2012
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Товароведение и экспертиза текстильных товаров: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Товароведение и экспертиза текстильных товаров»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Товароведение и экспертиза текстильных товаров — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Товароведение и экспертиза текстильных товаров», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
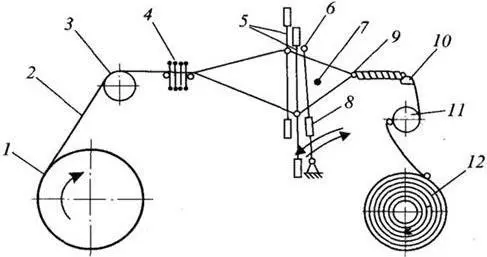
Рисунок 19 – Схема ткацкого станка
На втором этапе осуществляют изготовление ткани на ткацком станке (рисунок 19). С ткацкого навоя 1 (рисунок 15) нити основы 2 огибают скало 3, проходят ламели 4, глазки галев 5 и зубья берда б. При попеременном подъеме и опускании ремизных рам с галевами 5 нити основы образуют зев, в который прокладывается уточная нить 7.
Бердо б благодаря качательному движению батанного механизма 8 при движении вправо прибивает уточную нить, к опушке ткани 9 и отходит в левое положение. Полученная ткань, огибая грудницу 10 и вальян 11, перемещается товарным регулятором и наматывается на товарный валик 12. Таким образом, основа, сматываясь с ткацкого навоя, все время находится в натянутом состоянии [11, c 32-37].
Плотность ткани по утку изменяется товарным регулятором: с увеличением скорости наматывания ткани на товарный валик уменьшается плотность ткани.
При выработке ткани простейшего полотняного переплетения, в котором основные и уточные нити чередуются через одну (ситцы, бязи), необходимо иметь две ремизки. В одну продеваются все четные нити, а в другую – все нечетные.
При работе ткацкого станка одна ремизка поднимается, а другая опускается. При этом все нити основы раздвигаются, образуя ткацкий зев. В этом пространстве под ударами погонялки пролетает челнок с уточной шпулей. Во время пролета челнока со шпули слетает уточная нить, которая остается лежать в зеве между нитями основы.
После этого ремизки меняют свое положение: верхняя опускается вниз, а нижняя поднимается вверх. При этом образуется новый ткацкий зев, через который челнок пролетает в обратном направлении. Так прокладывается новая уточная пить, которая прибивается бердом. Основа медленно разматывается с навоя, полученная ткань наматывается на товарный валик. Все многочисленные и много образные движения рабочих органов ткацкого станка синхронизированы.
В зависимости от степени сложности ткацкого переплетения используют различные конструкции ремизоподъемного механизма: эксцентриковый механизм, ремизоподъемная каретка и ремизоподъемный механизм жаккардовой машины. На эксцентриковых станках вырабатывают ткани только полотняного переплетения. Ткани с мелкими рисунками вырабатывают на станках с ремизоподъемными каретками (до 32 ремизок), ткани крупноузорчатых переплетений – на жаккардовых машинах.
По способу прокладывания уточной нити ткацкие станки делятся на: челночные и бесчелночные. На челночных станках уточная нить прокладывается челноком. Он представляет собой деревянную коробку с заостренными концами, на которых имеются металлические наконечники. В полость челнока вставляется шпуля с пряжей, конец которой выводится через отверстие, расположенное в боковой стенке челнока.
Для прокладывания уточной нити специальный боевой механизм сильным ударом по металлическому мыску челнока заставляет его пролететь из челночной коробки, расположенной с одной стороны станка, в челночную коробку, находящуюся на противоположной стороне, оставляя в зеве уточную пить. На станке за одну минуту прокладывается 220 уточин, а челнок пролетает через зев за 0,3 с.
При выработке ткани очень широко используют челночные станки с автоматической сменой шпули. Кроме них все большее применение находят бесчелночные ткацкие станки, в которых уточную нить прокладывают не челноком, а с помощью других рабочих органов. Существуют бесчелночные станки с малогабаритными прокладчиками утка, рапирные, сопловые, пневморапирные.
Наиболее распространенными из них являются станки СТБ с малогабаритными прокладчиками утка. На таких станках уточная нить с больших конических бобин прокладывается прокладчиками нити. Каждый прокладчик представляет собой маленькую пластину с зажимом для нити. Прокладчик захватывает конец обрезанной уточной нити и перемещается в зону боевого механизма. Под действием этого механизма прокладчик перемещается в ткацком зеве слева направо. После прокладывания уточная нить обрезается, а ее конец захватывается следующим прокладчиком. После прокладывания уточной нити прокладчик сбрасывается на специальный транспортер и переносится на левую сторону станка. На одном станке бывает от 11 до 17 про кладчиков. Концы срезанных уточных нитей длиной 1,5 см загибаются и зарабатываются в ткань в следующем зеве, образуя прочную кромку с двойной плотностью. Машины СТБ позволяют вырабатывать ткани большой ширины, что затруднительно в челночных станках.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Товароведение и экспертиза текстильных товаров»
Представляем Вашему вниманию похожие книги на «Товароведение и экспертиза текстильных товаров» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Товароведение и экспертиза текстильных товаров» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.