Наталья Коршевер - Работы по металлу
Здесь есть возможность читать онлайн «Наталья Коршевер - Работы по металлу» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2005, ISBN: 2005, Издательство: Вече, Жанр: Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Работы по металлу
- Автор:
- Издательство:Вече
- Жанр:
- Год:2005
- Город:Москва
- ISBN:5-9533-0541-9, 978-5-9533-0541-9
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Работы по металлу: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Работы по металлу»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Работы по металлу — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Работы по металлу», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Для вырубания узких канавок и пазов применяется разновидность зубила с более узкой режущей кромкой. Этот инструмент называется крейцмейселем (рис. 4, б). Техника и величина угла заточки рабочей поверхности крейцмейселя для рубки различных по твердости материалов аналогичны заточке зубила.
Смазочные канавки во вкладышах и втулках подшипников удобнее всего вырубать канавочниками (рис. 4, в). Их главное отличие от зубила и крейцмейселя – изогнутая кромка режущей части.
Качество и быстрота работ по рубке металла зависит от заточки рубящего инструмента.
Для того чтобы произвести операцию заточки зубила или крейцмейселя, слесарю потребуется точильный станок и несложный шаблон. Для этого можно использовать любой достаточно мощный электромотор, на оси которого есть возможность закрепить съемные точильные круги (поскольку инструменты для рубки изготавливаются из инструментальной стали – углеродистой, легированной и быстрорежущей, то желательно использовать круги из электрокорунда зернистостью 40, 50 или 63 на керамической связке). Шаблон представляет собой брусок металла небольшой толщины, с вырезанными в нем пазами, составляющими углы в 35, 45, 60 и 70° (рис. 4, г).
Во время заточки зубило должно быть расположено под углом 30–40° к периферии круга. Перемещать его по всей ширине круга следует с легким нажимом, периодически переворачивая то одной, то другой стороной – этим достигается симметричность режущих граней и равномерность заточки. Боковые грани подтачиваются таким образом, чтобы они после заточки кромки оставались плоскими, одинаковыми по ширине и имели один угол наклона.
После каждого соприкосновения лезвия зубила с точильным кругом его следует опускать в воду для резкого охлаждения (в противном случае, при постепенном охлаждении, лезвие может потерять свои рубящие свойства).
Заусенцы, оставшиеся на лезвии после заточки, необходимо снять мелкозернистым абразивным бруском.
Для ручной резки металла различной толщины и конфигурации сечения можно использовать ножовку, лобзик, ножницы и труборез (рис. 5).
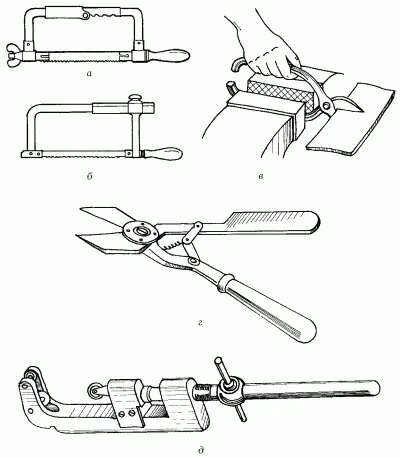
Рис. 5. Инструменты для резки металла: а – ножовка; б – лобзик; в – ручные ножницы; г – силовые ножницы; д – труборез.
Ручные ножницы (рис. 5, в) применяются для резки листовой и полосовой стали толщиной до 0,5 мм и листов латуни и дюралюминия толщиной до 1,5 мм. Металл большей толщины (до 2,5 мм) можно резать с использованием силовых ножниц (рис. 5, г).
Для резки толстых листов полосового или профильного металла, для вырезания заготовок по контуру служат ножовка по металлу (рис. 5, а) и лобзик (рис. 5, б), состоящие из рамки (станка) и полотна. Полотна для ножовок и лобзиков изготавливаются из углеродистой или закаленной стали; их зубья имеют клиновидную форму; габаритные размеры – 150–300 х 10–25 х 0,6–1,2 мм. Зубья полотен могут быть крупными и мелкими, с шагом между собой от 0,8 до 1,5 мм (при этом для разрезания листового железа используются полотна с шагом между зубьями в 0,8 мм; для тонкостенных труб, тонкого профильного металла – 1 мм; для профильного стального проката, труб и цветных металлов – 1,25 мм; для чугуна и мягкой стали – 1,2–1,5 мм).
Кроме того, во избежание заклинивания полотна в заготовке производится развод зубьев – по одному или группами; они поочередно отгибаются в разные стороны.
Несмотря на свою внешнюю похожесть, лобзик и ножовка имеют два очень существенных различия: во-первых, размер лобзика значительно меньше размера ножовки и, соответственно, для него используются полотна меньших габаритных размеров с более мелкими зубьями, поэтому лобзик применяется для вырезания деталей сложной конфигурации из листового металла; во-вторых, зубья полотна ножовки направлены от ручки, а зубья полотна лобзика – к ручке.
Для того чтобы разрезать трубу и при этом получить линию разреза, строго перпендикулярную к ее стенкам, предназначен ручной труборез. Он состоит из стальной скобы, винтового зажима и трех дисковых резцов, один из которых подвижный (для настройки трубореза под различные диаметры труб).
Для правки, гибки металла, для нанесения ударов по рубящим инструментам в мастерской должны присутствовать ударные инструменты – различные молотки .
Прежде всего молоток со стальной рабочей частью; используется он в основном для нанесения ударов по зубилу при операции рубки металла; вес такого молотка может колебаться от 50 до 1000 г (молоток весом 50–200 г применяется при разметке; весом свыше 200 г – при рубке, причем на каждый миллиметр рабочей поверхности зубила должно приходиться по 30–40 г веса молотка, а крейцмейселя – по 80 г).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Работы по металлу»
Представляем Вашему вниманию похожие книги на «Работы по металлу» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Работы по металлу» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.