Наталья Коршевер - Работы по металлу
Здесь есть возможность читать онлайн «Наталья Коршевер - Работы по металлу» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2005, ISBN: 2005, Издательство: Вече, Жанр: Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Работы по металлу
- Автор:
- Издательство:Вече
- Жанр:
- Год:2005
- Город:Москва
- ISBN:5-9533-0541-9, 978-5-9533-0541-9
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Работы по металлу: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Работы по металлу»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Работы по металлу — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Работы по металлу», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Для скрепления парных опок на их стенках необходимо сделать выступы, или приливы, в которых затем нужно высверлить отверстия, предназначенные для впрессованных стальных втулок. Две опоки можно скрепить двумя способами (рис. 165):
1. Штырем (рис. 165, а). В данном случае при скреплении деталей используемые металлические штыри вставляют в отверстия ушек верхней опоки.
2. На штырь (рис. 165, б). При этом способе скрепления верхнюю опоку надевают на штыри, предварительно закрепленные на нижней.
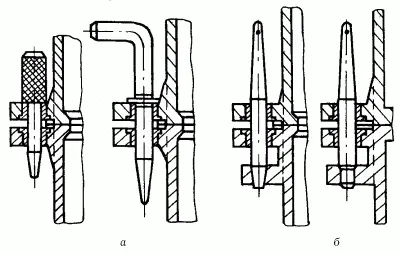
Рис. 165. Способы скрепления опок: а – штырем; б – на штырь.
Стержневые ящики – необходимый инвентарь литейщика. Их используют для изготовления больших партий стержней, чаще делают из песчано-глинистых смесей.
Литейный стержень по внешнему виду напоминает штырь. С его помощью при литье делают необходимые отверстия и задают нужные контуры будущей отливке. В форме его закрепляют на специально сделанном для этого выступе, который в процессе производства отливки входит в соответствующую ему впадину.
Литниковая система устанавливается для обеспечения плавного и равномерного продвижения жидкого металла по каналам формы, а также является своеобразным фильтром для используемого расплава.
Подобная система, как правило, состоит из литниковой чаши (воронки), стояка, шлакоуловителя, питателей и прибылей.
Из разливочного ковша расплавленный металл наливают в литниковую чашу, или воронку, которая располагается в верхней части формы (рис. 166).
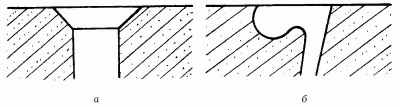
Рис. 166. Виды литниковых воронок: а – простая; б – в форме чаши.
Для изготовления небольших по размеру отливок из алюминия или чугуна в форме проделывают воронку (рис. 166, а). Для литья крупных изделий в форме создают чашу (рис. 166, б). Причем выступ на ее дне служит в качестве своеобразного шлакоуловителя.
Из литниковой чаши (или воронки) жидкий сплав попадает в стояк, обычно вертикально расположенный в верхней полуформе под углом 2–4° и имеющий коническую или цилиндрическую форму. Модели стояков лучше всего изготавливать из дерева.
Он является своеобразным передаточным звеном, откуда очищенный от шлаков сплав поступает к питателям. По внешнему виду шлакоуловитель представляет собой горизонтально расположенный канал.
Поскольку плотность жидкого металла и шлаков различна, последние быстрее всплывают на поверхность. В остывшем вязком сплаве этот процесс идет медленнее, и мелкие включения не успевают всплывать на поверхность. Поэтому очистку лучше проводить, пока металл еще не успел охладиться.
На рис. 167 представлены различные виды шлакоуловителей.
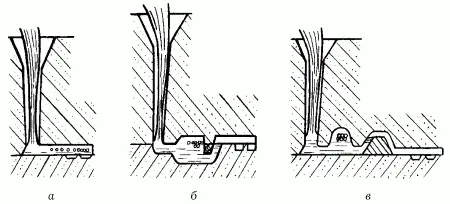
Рис. 167. Виды шлакоуловителей: а – обычный; б – с удержанием шлака в широком канале; в – с удержанием шлака в высоком канале.
Питатели имеют обычно прямоугольную или трапециевидную форму. Они должны легко отделяться от полученного в процессе литья и затем охлажденного изделия. Питатели чаще всего делаются прямоугольной или трапециевидной формы, реже – полукруглой. Из них жидкий металл попадает непосредственно в полость формы.
В форме необходимо также расположить прибыли. При охлаждении некоторые металлы дают очень большую усадку, поэтому недостаток металла необходимо компенсировать. Для этого в верхних полуформах создают дополнительные каналы и полости, в которые заливается добавочный металл (рис. 168).
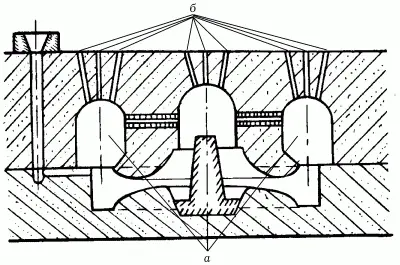
Рис. 168. Прибыли: а – полости для прибылей; б – каналы для выхода воздуха.
С помощью холодильников можно регулировать процессы охлаждения металла внутри формы. Различают внешние и внутренние холодильники.
Внешние холодильники располагают в различных местах формы: под фланцем отливки, под полкой, в углу стенки, сверху и в углах Т-образной стенки. Такие холодильники, как правило, вклеивают внутрь формы с помощью жидкого клея.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Работы по металлу»
Представляем Вашему вниманию похожие книги на «Работы по металлу» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Работы по металлу» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.