Юрий Почанин - АСУ упаковочного производства
Здесь есть возможность читать онлайн «Юрий Почанин - АСУ упаковочного производства» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2021, Жанр: Прочая научная литература, pedagogy_book, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:АСУ упаковочного производства
- Автор:
- Жанр:
- Год:2021
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
АСУ упаковочного производства: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «АСУ упаковочного производства»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
АСУ упаковочного производства — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «АСУ упаковочного производства», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
–управление оборудованием, в том числе задачами для погрузчиков;
–планирование упаковки— заказы поступают из ERP-системы и планируется их выполнение, исходя из текущей загруженности, рабочего времени и т.п.;
–равномерное распределение заказов на линии— возможно планирование с оптимизацией по разным параметрам; для пищевых продуктов может быть важно время переналадки;
–упаковка смешанных продуктов— иногда производитель предоставляет заказчику возможность самому определять, что должно быть в паллете; это создает дополнительные трудности для планирования и производства, так как могут быть смешанные паллеты, нужно загружать параллельно несколько линий под один заказ, но на разные продукты, и собирать составные паллеты в завершении процесса;
–упаковка в паллеты (транспортные единицы);
–учет расходных материалов;
–управление браком.
На заводе Bohmer из ERP системы Navision приходит заказ на производство. В MEScontrol создается и планируется заказ и передается информация о необходимости выполнения операций на моечной-сортировочной линии, рис. 2.14.
Вымытый и отсортированный продукт попадает в контейнеры.
Далее происходит ключевое взаимодействие со складскими кранами и программно-логическим контроллером (ПЛК, РLC), так как на работе этого оборудования строится основная технологическая цепочка. Когда контейнер наполнен, ПЛК посылает сигнал в MEScontrol с информацией о выходе сортировщика и весе контейнера, после чего контейнер с помощью автоматического крана попадает на склад. Затем ПЛК снова посылает в MEScontrol информацию с координатами контейнера.
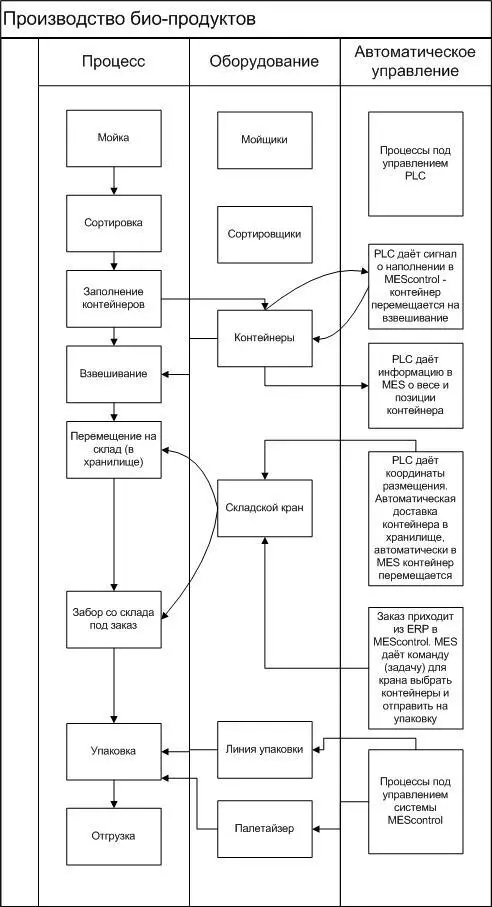
Рис.2.14. Производство биологически чистых продуктов
Пустой контейнер попадает в промежуточную зону, из которой он может быть отправлен в зону сортировщика для дальнейшего наполнения или на склад, в зависимости от того, сколько раз данный контейнер наполнялся и какой продукт он содержал. Например, если в контейнере содержался картофель, а текущий выполняемый заказ на лук, то контейнер отправляется на мойку.
Система MEScontrol анализирует состояние склада, определяет, какие контейнеры понадобятся для выполнения заказа, и создает цепочку задач для автоматического крана. Затем MEScontrol посылает в ПЛК команду на выполнение первой задачи (координаты контейнера и номер упаковочной линии, на которую контейнер должен быть отправлен). Когда продукция из контейнера отправлена на упаковку, ПЛК информирует MEScontrol о том, что задача выполнена. MEScontrol отправляет крану следующую задачу или, если все задачи выполнены, помечает заказ как завершенный. Чтобы работала подобная автоматизированная схема взаимодействия важно правильно определить точки подключения к ТП системы класса MES. Например, на линиях упаковки точками подключения MES выступают: дозатор; контрольные весы; металлодетектор; обмотчик пленкой, контроллер линии, принтеры маркировок (мешков, пакетов, коробок, паллет), упаковщик мешков, паллетайзер, центр управления дальнейшим распределением паллет и транспортных единиц.
Для идентификации продукции используются серийные номера и штрих-коды, которые могут генерироваться как MES, так и сторонней системой. MEScontrol поддерживает работу с большим многообразием промышленных принтеров, используя распространенные программные системы печати этикеток: NiceLabel, CoLOS, Image Inkjet, Dyna Mark, Bizerba. Система MEScontrol взаимодействует со сканерами штрих-кода, мобильными устройствами, RFID-ридерами. В ней хранятся шаблоны созданных этикеток и правила заполнения данными из системы. Этикетки формируются в системе динамически. Сформированные однажды этикетки могут быть воспроизведены в любой момент, что востребовано при повреждении маркировки продукции на производстве. Идентификация продукции используются MES при формировании истории производства. После успешного начала работы складских процессов в проекте под управление MEScontrol были автоматизированы также процессы мойки, сортировки, упаковки и передачи на отгрузку.
На практике MES ведет учет числа произведенных коробок и/или паллет. Если рассматривать автоматические упаковочные линии, то производительность упаковщика коробок составляет десяток коробок в минуту. Возможны два варианта учета коробок: при помощи счетчика, с которого MES считывает число, или оператор со сканером штрих-кодов подтверждает упаковку коробки. Число мешков обычно не фиксируется, так как скорость упаковщика слишком высока, и нет потребности в точном определении числа мешков. Обычно оценка числа упакованных мешков делается на основании рецептуры.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «АСУ упаковочного производства»
Представляем Вашему вниманию похожие книги на «АСУ упаковочного производства» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «АСУ упаковочного производства» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.