Станислав Горобченко - Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ»
Здесь есть возможность читать онлайн «Станислав Горобченко - Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ»» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2021, Жанр: Прочая научная литература, Технические науки, popular_business, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ»
- Автор:
- Жанр:
- Год:2021
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ»: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ»»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Курс предназначен как для начинающих, так и специалистов, знакомых с ТРИЗ, и всех, интересующихся вопросами применения творческих методик в инжиниринговых задачах.
Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ» — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ»», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Ниже и доказательство этого, построенного на анализе внедрения многих АСУ ТП с разными исполнительными устройствами. Заметно падение эффективности применения современной системы АСУТП при применении неэффективных исполнительных устройств, рис.14.
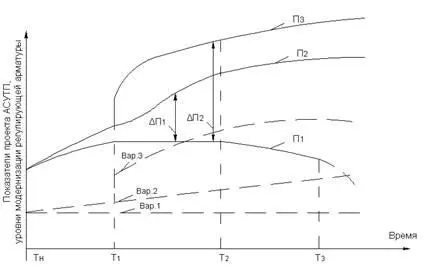
Рис. 14. Графики изменения показателей П1, П2 и П3 проекта АСУ ТП при различных вариантах модернизации регулирующей арматуры
1.5. В спецификации отсутствуют требования к позиционированию клапанов и позиционерам, способным работать в современных АСУ ТП.
1.6. При использовании седловых клапанов вероятно увеличение требований к насосам, чтобы обеспечить преодоление появляющихся дополнительных гидравлических сопротивлений. Гидравлическое сопротивление седловых клапанов достигает 4–6, тогда как у полнопроходных шаровых кранов и заслонок – 0,2.
1.7. Для уменьшения гидравлических сопротивлений будет выгоднее работать не в традиционной области 50–60% открытия, а выше.
2. Наличие большого числа элементов, имеющих значительные возможности для унификации, например, поворотные заслонки для регулирования и отсечки в ручном и автоматическом исполнении могут быть унифицированы.
3. Применение в схеме клапанов в варианте «отсечной – регулирующий», особенно для участков с обратным противодавлением среды.
4. Использование специализированного решения с фланцами.
ТРУБОПРОВОД
– Установка новых клапанов в существующую трубопроводную обвязку. При этом заужение трубопровода для обеспечения регулирования (по опросным листам) может достигать более 50%.
– Зарастание трубопровода является одной из главных проблем. Степень зарастания трубопровода может достигать 70%. Пример по опросу специалистов: зарастание трубопровода 600 мм в диаметре с уменьшением диаметра до 100 мм.
– Необходимость учета обслуживания трубопровода с применением заглушек.
– Большая доля чугунных трубопроводов.
– Требование повышения коррозионностойкости для участков аммонизированного рассола. Аммонизированный рассол представляет собой агрессивные растворы из САР с температурой до 70оС и жидкость ПГКл-1 с температурой до 38–40оС.
ТЕХПРОЦЕСС
1. Высокая вероятность изменения показателей регулируемой среды в зависимости от минимального изменения параметров среды и технологического режима.
2. Высокие максимальные расходы для многих контуров подачи газовых сред. При этом имеется значительная разница между максимальным и минимальным расходом.
3. Наличие участков с вредными условиями труда в связи с высокой вредностью производства. Высокий класс герметичности для участков подачи ядовитых сред, характеризующихся высокой щелочностью. Наиболее характерными средами являются Н2S и NH3.
ЭКСПЛУАТАЦИЯ И ОБСЛУЖИВАНИЕ
1. Проблемы с наличием обученного персонала.
2. Несмотря на заявленные требования по безопасности – отсутствие требований по сертификации по ограничению выбросов, например, сертификации по летучим выбросам (fuggitive emissions).
3. Наличие значительных неопределенных вибраций трубопровода, гидроударов, срывов потока.
4. Отсутствуют требования к эксплуатации, обслуживанию и сервису клапанов.
5. Требование большего внимания к обслуживанию арматуры, в частности, снижения веса. Это позволяет уменьшить количество обслуживающего персонала до 1 человека вместо 2-х и более.
6. Быстрый износ клапанов приводит к выходу из строя клапанов в течение до 2-х мес. (известковое молочко).
Проблема выбора клапанов для спецификации, понятая как одна организационно-техническая проблема, была обобщена, как показано на рис.15.

Рис. 15. Диаграмма Исикавы организационно-технических проблем на содовом предприятии
Проблемы оказались во многом взаимосвязаны. По экспертным оценкам специалистов предприятия в большей степени регулирующая арматура оказалась связана с техпроцессом и эксплуатацией. Запорная арматура – с трубопроводом.
В целом, решения по клапанам и системе автоматизации оказались очень старыми. Так, управление основывалось еще на пневмосхемах разработки 70-х годов. Осознавая свое отставание, предприятие стремилось внедрить современную технологию на основе современных сетевых решениях АСУ ТП.
Настала пора познакомиться с предприятием поближе и узнать расстановку сил на предприятии. Основные проблемы при внедрении новых клапанов заключаются в т.ч. и в том, насколько специалисты подготовлены к новым решениям и какие уже доминанты находятся в их головах. Анализ «поля сил» и основные приоритеты предприятия, которые связаны с возможностями современной арматуры, и на которые можно было бы опереться при подготовке предложения, являлось основной заботой.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ»»
Представляем Вашему вниманию похожие книги на «Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ»» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Курс «Современный ТРИЗ». Модуль «Алгоритм решения инжиниринговых задач АРИнЗ»» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.