Михаил Зефиров - Все для фронта? Как на самом деле ковалась победа
Здесь есть возможность читать онлайн «Михаил Зефиров - Все для фронта? Как на самом деле ковалась победа» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2009, ISBN: 2009, Издательство: Array Литагент «Аудиокнига», Жанр: История, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Все для фронта? Как на самом деле ковалась победа
- Автор:
- Издательство:Array Литагент «Аудиокнига»
- Жанр:
- Год:2009
- Город:Москва
- ISBN:978-5-17-060252-0, 978-5-403-02143-2, 978-5-226-01300-3
- Рейтинг книги:4.5 / 5. Голосов: 2
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Все для фронта? Как на самом деле ковалась победа: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Все для фронта? Как на самом деле ковалась победа»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Неизвестные и малоизвестные факты о жизни и быте рабочих и крестьян в тылу, борьба с преступностью и саботажем, анализ самых громких уголовных процессов времен Великой Отечественной, трагические судьбы людей, по тем или иным причинам вынужденных дезертировать из армии или уклониться от призыва…
Авторы книги не лакируют и не очерняют наше прошлое.
Их задача – просто и беспристрастно поведать читателям о том, каковы были условия жизни в тылу и намного ли эта жизнь была легче и безопаснее, чем на фронте…
Все для фронта? Как на самом деле ковалась победа — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Все для фронта? Как на самом деле ковалась победа», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Однако эти приказы так и остались на бумаге. Примитивные кустарные технологии просто не позволяли изготовлять детали без значительного перерасхода металла. Вот, к примеру, расход бронелиста по некоторым деталям Т-34 на заводе № 112 «Красное Сормово» в начале 1943 г.: [295]
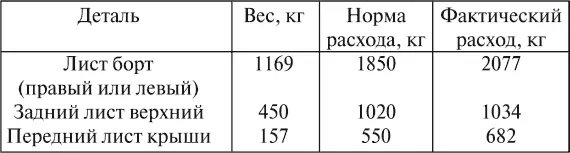
Таким образом, при реальном общем весе указанных деталей в 1776 кг на их изготовление расходовалось почти 3793 кг броневой стали, остальное шло в отходы и шихту. В результате на весь танк уходило в среднем 28,7 тонны бронелиста. [296]Тут надо заметить, что общий вес Т-34-76 составлял 26 тонн, но в него, помимо собственно брони, входили также пушка Ф-34, гусеницы, двигатель и другие детали.
В октябрьском номере секретного журнала «Экспресс-информация», выпускавшегося Центральным научно-исследовательским институтом № 48 Наркомата танковой промышленности, говорилось: «Практика работы заводов (264, УЗТМ и др.) показала, что газовая резка закаленных деталей танка Т-34 приводит к массовым трещинам, причем количество деталей с трещинами доходит в отдельные периоды до 50–75 %. Трещины, как правило, располагаются по кромкам обрезанных или подрезанных окон. Протяженность 10–45 мм…» . [297]Отныне заводам-производителям рекомендовалось газовую вырезку по закаленным деталям прекратить и вырезать весь контур до термической обработки, а огневую вырезку самого уязвимого места – прорезей для балансиров – производить от предварительно высверленных отверстий.
21 ноября 1942 г. директор завода № 112 Э. А. Рубинчик получил очередное гневное письмо от заместителя начальника ГУ наркомата танковой промышленности Каневского: «БТУ КА снова сообщает о том, что качество поставляемых вами бронекорпусов и башен находится на низком уровне» . Впрочем, на других предприятиях дела обстояли не лучше. В номере журнала «Экспресс-информация» за тот же ноябрь указано: «На всех заводах черной металлургии и танковой промышленности, производящих броневой лист марки 8-С, при полигонных испытаниях имеет место значительный брак по хрупкости поражением и низкой бронестойкости» . [298]
Ко всему прочему, важнейший поставщик Корецкий металлургический завод отправил бронелисты с грубейшим отступлением по химическому анализу, сорвав работу заводов № 112 и 183. В номере № 12 указанного журнала еще раз поднималась тема газовой вырезки: «На деталях бортов машин Т-34 применяется вырезка конфигураций по закаленному металлу. Всякая огневая резка по таким деталям чревата опасностью образования трещин в местах вырезки. На УЗТМ в результате огневой вырезки по закаленному металлу 50 % деталей получаются с надрывами и трещинами» . [299]
ЦНИИ № 48 разработало подробную инструкцию термической обработки броневых листов. Ее стоит привести, дабы читатель понял, насколько сложно было изготовить качественную броню для Т-34. Сборка листов должна была производиться пакетами не более четырех метров без прокладок в каждом. Укладка в печи производится на прокладки высотой 75 мм. После этого печь должна нагреваться до +600 °C, причем не быстрее чем на 60° в час. Затем печь надо было быстро нагреть до +1000 °C, после чего снова охладить до 600 °C, потом опять нагреть до 620–660 °C, произвести отпуск, нагреть до 680 °C, выдержать 10–12 часов и после этого охладить на воздухе. Только после этого броню можно было пускать в сборку. Любое отступление от режима вело к ухудшению свойств стали.

Немецкие солдаты осматривают подбитый и сгоревший Т-34
Понятно, что с учетом реального состояния оборудования, квалификации рабочей силы, постоянной нехватки времени и т. п. подобное тщательное соблюдение технологии было просто нереальным.
В декабре на заводе № 183 в Нижнем Тагиле были проведены очередные испытания корпуса танка Т-34 «с целью проверки его бронестойкости и конструктивной прочности» . По корпусу было произведено в общей сложности 68 выстрелов фугасными и бронебойными снарядами калибров 45 и 76 мм. По передней части и правому борту результаты оказались более или менее удовлетворительными, но подкачал левый борт: «После сварки корпуса борт имел большое количество трещин. При попаданиях длина трещин сильно увеличилась, в нескольких местах возникли новые трещины. При попадании в участок брони с пересечением трещин выбит кусок брони и нанесены значительные повреждения внутри танка… Кроме того, от ударов снарядов перестал закрываться люк водителя. Крепление кормы на болтах – сорвало болты» . [300]Помимо этого, низкую надежность показали и сварные швы. Так, соединительный шов детали днища с бортом треснул на длине 1630 мм.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Все для фронта? Как на самом деле ковалась победа»
Представляем Вашему вниманию похожие книги на «Все для фронта? Как на самом деле ковалась победа» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Все для фронта? Как на самом деле ковалась победа» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.