Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
Здесь есть возможность читать онлайн «Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2011, ISBN: 2011, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Не забывайте, что стандартизированная работа – это инструмент анализа, обеспечивающий базис для непрерывного совершенствования. Это не инструкция для оператора и не инструмент его обучения (см. вышеперечисленные мифы). Менеджмент использует стандартизированную работу для проверки надлежащего выполнения основных этапов работы, поэтому нужно следить за своевременным обновлением соответствующих материалов. Если вы действительно хотите вписать стандартизированную работу в требования стандартов, позаботьтесь о создании простой системы, которая сделает этот документ «живым» и легко поддающимся изменению (например, чтобы он утверждался только на одном уровне).
Таблица совмещения стандартизированных работ
Как понятно из названия, данная таблица (которая также называется ведомостью совмещения стандартизированных работ) используется для анализа сложных видов работ. Ее назначение – показать соотношение продолжительности двух или более видов деятельности, которые осуществляются одновременно. Главным образом таблица используется применительно к тем видам работ, которые требуют сочетания ручных и механизированных операций, однако может использоваться и для анализа операций, в ходе которых два или более оператора одновременно занимаются изготовлением одного изделия. Применение этого инструмента уместно, к примеру, в следующей ситуации: оператор загружает сварочный автомат и нажимает на пуск, и пока этот станок работает, оператор разгружает и загружает другой станок. Мы видели массу попыток использовать сводную таблицу стандартизированной работы для всевозможных видов работ, однако применять ее для анализа работы отдельного оператора, который не использует автоматическое оборудование, – пустая трата времени и сил. Занимаясь подобным анализом, вы научитесь разве что заполнять таблицу.
На рис. 6–5 представлена операция, которая включает использование автомата с автоматическим циклом работы. Анализ с помощью простой ведомости стандартизированной работы в данном случае имеет существенный недостаток – ведомость не показывает, что происходит после запуска станка. Вполне вероятно, что оператор ожидает завершения цикла, а значит, это время представляет собой потери. Чтобы не стоять без дела, оператор может найти для себя самые разные занятия, например готовить следующий комплект деталей, «приводить в порядок» рабочее место (как-то нам пришлось наблюдать, как оператор перекладывал детали в контейнере, укладывая их ровными рядами, что выглядело очень мило, но не имело никакой практической ценности). Кроме того, в ведомости не учитывается время рабочего цикла станка. В такой ситуации может пригодиться таблица совмещения стандартизированных работ (рис. 6–6).
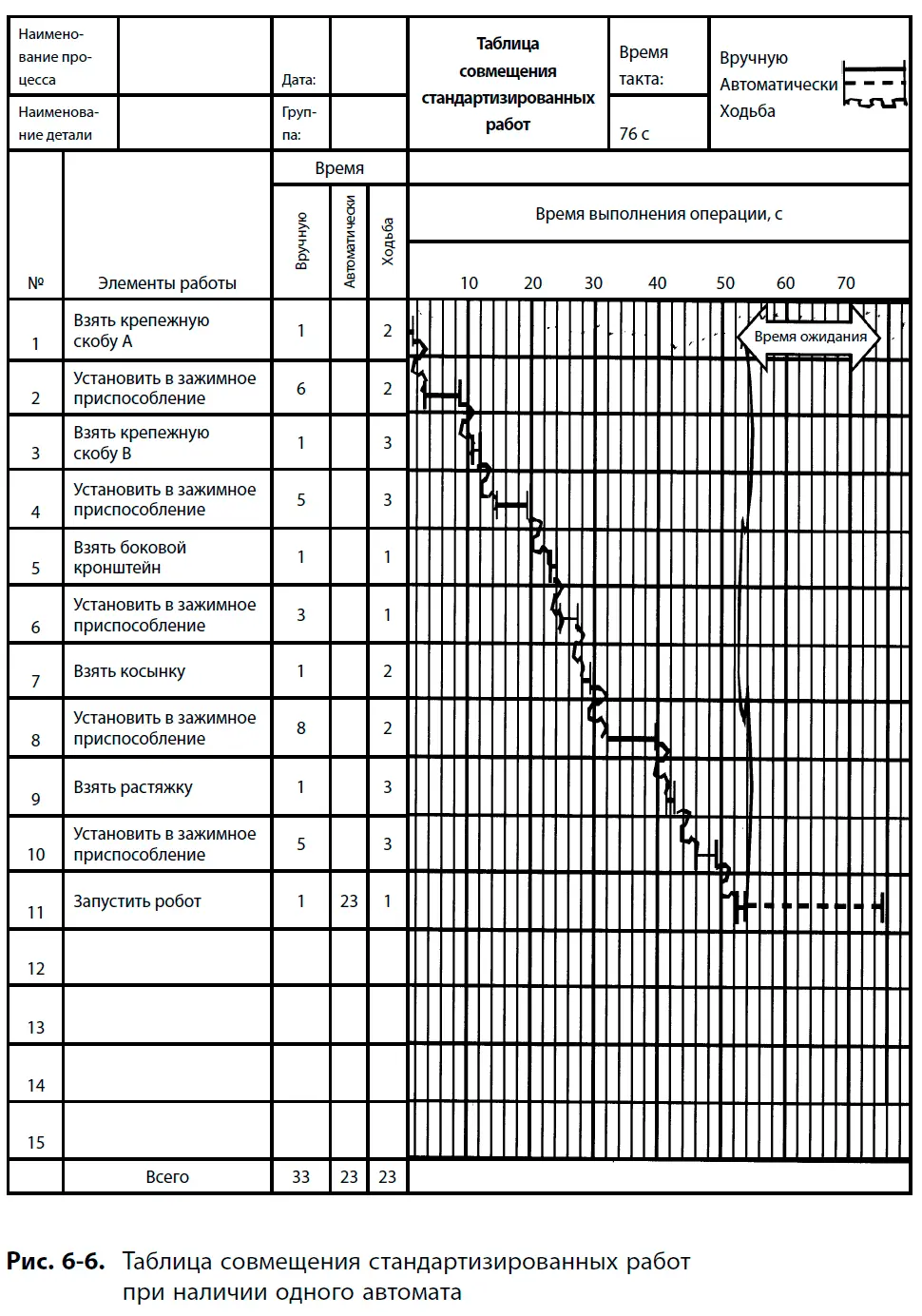
На рис. 6–6 показана таблица совмещения стандартизированных работ для того же самого процесса. Если вы прочитаете ее, последовательно отслеживая выполнение рабочих операций слева направо, вы увидите, в какой момент рабочий переходит с места на место для выполнения очередной операции. В данном примере оператор тратит одну секунду, чтобы взять крепежную скобу A, затем две секунды, чтобы подойти к зажимному приспособлению, шесть секунд, чтобы установить скобу A в зажимное приспособление, затем две секунды, чтобы сходить за следующей деталью, и т. д. На момент 11-й операции все детали загружены в сварочный робот, а по пунктирной линии видно, что время цикла робота составляет 23 секунды.
С точки зрения взаимодействия оператора и оборудования данный процесс достаточно прост. Он может быть сложнее, если оператор обслуживает ячейку и работает с тремя-четырьмя единицами оборудования. Подобно карте стандартизированной работы операций таблица совмещения стандартизированных работ наглядно показывает соотношение времени ручной работы, ходьбы, ожидания (время ожидания в данном случае должно стать первоочередным целевым показателем совершенствования!). Время ожидания начинается, после того как оператор запускает робот. Это время следует использовать для дополнительной работы по созданию ценности.

На рисунке 6–7 изображена та же работа, дополненная еще одной задачей – загрузкой и второй разгрузкой автоматического оборудования. Заметьте, что при этом время выполнения операций «перекрывается», т. е. время рабочего цикла автомата от момента начала операции превышает время такта. Здесь важно отметить, что цикл работы второго автомата завершается до того, как оператор готов заново загрузить его (станок оснащен устройством автоматической разгрузки, что весьма распространено в Toyota). В Toyota считают, что машина может подождать оператора, однако оператор никогда не должен ждать машину. Не забывайте: оператор важнее машины.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»
Представляем Вашему вниманию похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.