Юрий Пернатьев - Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы
Здесь есть возможность читать онлайн «Юрий Пернатьев - Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Белгород, Год выпуска: 2016, ISBN: 2016, Издательство: Литагент Клуб семейного досуга, Жанр: Сделай сам, Справочники, Хобби и ремесла, Энциклопедии, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы
- Автор:
- Издательство:Литагент Клуб семейного досуга
- Жанр:
- Год:2016
- Город:Белгород
- ISBN:978-617-12-2332-5, 978-617-12-2333-2, 978-5-9910-3751-8
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
[ul]Как смонтировать подвесной и натяжной потолок
Как установить и собрать электрощит
Как установить унитаз и душевую кабину
Как утеплить внутренние и наружные стены
Как ликвидировать мостики холода
Как выбрать трубы для водопровода и канализации[/ul]
Дом, квартира, балкон или ванная комната – руки мастера нужны везде. Эта энциклопедия поможет им стать золотыми!
Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Манипулировать ванной позволяет сила сварочной дуги. Когда электрод стоит вертикально, дуга давит на ванну вниз. Это приводит к глубокому проплавлению основного металла и равномерно распространяет ванну вокруг кратера. Наклоняя электрод, мы отталкиваем ванну, а шов начнет подниматься – всплывать (рис. 6.16, а ). Чем ближе к перпендикуляру по отношению к поверхности металла расположен электрод, тем менее выпуклым будет шов. Чем больше мы его наклоняем, тем шов выпуклее (рис. 6.16, б ).
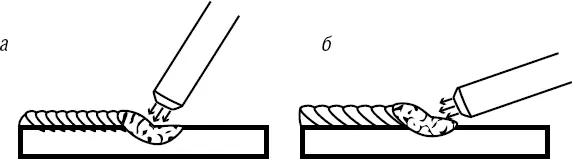
Рис. 6.16. Манипулирование сварочной ванной с помощью силы дуги:
а – глубокое проплавление металла; б – «всплывание шва»
Но здесь следует быть осторожным – если наклон слишком велик, дуга будет давить в направлении шва, делая ванну трудноуправляемой. Поэтому используют разные углы наклона электрода.
Ширина валика от минимального до среднего диапазона (1–2 диаметра электрода) может быть получена без колебательных движений, за счет скорости продвижения электрода, длины дуги и силы сварочного тока. Ширина валика более двух диаметров электрода обеспечивается манипулированием электрода. Среднее значение ширины (два диаметра электрода) позволяет вести сварку в обоих случаях.
При сварке углеродистых сталей используется весь рекомендуемый диапазон ширины.
Ручную дуговую сварку (наплавку) покрытыми электродами со стержнями из сталей аустенитного класса следует выполнять узкими валиками шириной не более трех диаметров применяемых электродов.
Заварка кратера и обрыв дуги
Завершая шов, важно правильно заваривать кратер. Кратер является зоной с наибольшим количеством вредных примесей ввиду повышенной скорости кристаллизации металла, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия. Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл заполнит кратер.
Другой метод: в конце шва прекратить перемещение электрода, задержав его на 1–2 c, чтобы заполнить кратер, затем сместиться по шву назад примерно на 5 мм и быстрым движением вверх и назад оборвать дугу. Кратер необходимо оставлять пологим, что позволит качественно начать сварку новым электродом.
При окончании электрода в середине шва обрыв дуги необходимо производить обратным возвращением электрода в сторону валика и быстрым отрывом от кратера. В этом случае также кратер необходимо оставлять пологим. Нельзя «тянуть» (обрывать) дугу медленным увеличением ее длины до прерывания дугового разряда. В данном случае в кратере возможно появление свища (газовой поры, выходящей на поверхность кратера). Нельзя допускать при окончании электрода крутого кратера, который получается при неправильном обрыве дуги и почти всегда, когда высота валика равна диаметру электрода или больше него.
При крутом кратере в начале сварки нового электрода жидкий шлак быстро стекает вниз кратера и «подстывает», что может привести к непровару и зашлаковке. Поэтому при случайных обрывах дуги или при смене электродов применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. В таких случаях дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не будет достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Чтобы высота шва оставалась одинаковой, можно путем обрыва дуги в конце сварного шва и дополнительных зажиганий на этом же месте добиться необходимой высоты валика. Между обрывом дуги и дополнительным зажиганием необходимо сделать небольшую выдержку на время, в течение которого не успевает «остыть» (затвердеть) шлак, а металл шва успевает «подстыть» (начать кристаллизоваться). Это необходимо для легкого повторного зажигания дуги без обивки шлака.
Однако такой способ может привести к образованию оксидных и шлаковых загрязнений металла.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы»
Представляем Вашему вниманию похожие книги на «Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.






Обсуждение, отзывы о книге «Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.