К. Швецов - Домашний электрик
Здесь есть возможность читать онлайн «К. Швецов - Домашний электрик» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1989, ISBN: 1989, Издательство: Знание, Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Домашний электрик
- Автор:
- Издательство:Знание
- Жанр:
- Год:1989
- Город:Москва
- ISBN:5-07-000320-8
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Домашний электрик: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Домашний электрик»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Предназначается для занимающихся ремонтом домашней электротехники и желающих получить полезные практические советы в этой области.
Домашний электрик — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Домашний электрик», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
На пайку одной скрутки припоя потребуется больше, чем способно донести жало паяльника. Поэтому кончик палочки припоя подносят непосредственно к жалу паяльника, прогревающего скрутку, чтобы припой, расплавляясь, затекал в скрутку. Количества припоя будет достаточно, если он обволакивает скрутку так, что витки бандажа или скрутки просматриваются из-под слоя припоя.
После пайки остатки канифоли удаляют ватным тампоном, смоченным в ацетоне.
Оксидную пленку, препятствующую папке алюминиевых жил, необходимо разрушать в процессе каики. Предварительное залуживание облегчает пайку алюминиевых жил. Его проводят расплавленным припоем под слоем швейного масла или расплавленной канифоли с добавлением в расплав стальных опилок. Опилки под нажимом жала паяльника, «натирающего» жилу, разрушают пленку, обеспечивая хорошее залуживание. Предварительная зачистка алюминиевой жилы наждачной бумагой, обильно смазанной вазелином, также упрощает залужпвание: вазелин, оставаясь на жиле, изолирует зачищенные места от кислорода воздуха. Пайку залужепной жилы ведут аналогично пайке медных проводов.
Соединение проводов сваркой.Наиболее простой способ сварки алюминиевых жил сечением до 10 мм 2 и медных – до 4 мм 2 – контактный разогрев их концов угольным электродом до образования расплавленного шарика. Нагрев происходит в точке соприкосновения электрода и жилы. Концы свариваемых жил и электрод подключают к вторичной обмотке трансформатора мощностью не менее 0,5 кВА и выходным напряжением 6—10 В. Для сварки можно применить лабораторный девятиамперный автотрансформатор (ЛATP), сняв с него регулирующий напряжение ползунок и намотав поверх сетевой обмотки вторичную обмотку, которую нужно изолировать от сетевой несколькими слоями бумаги от крафт-пакетов и поверх нее несколькими слоями лакоткани или изоляционной ленты с хлопчатобумажной основой.
Трансформатор несложно намотать и самостоятельно. Для него потребуется Ш-образное трансформаторное железо с сечением магнитопровода S не менее 25 см 2 . Число витков обмоток первичной Wi и вторичной Wj определяется:

Например, для напряжения сети Ui=220 В и сечения магнитопровода S=30 см 2 первичная обмотка должна иметь 293 витка, а для выходного напряжения в 10 В вторичная обмотка – 13 витков. Первичная обмотка наматывается проводом диаметром 0,8–1 мм, вторичная может быть намотана в несколько проводов параллельно, например в три провода диаметром по 3 мм. Главное, чтобы общее сечение проводов вторичной обмотки было не меньше 15–20 мм 2 .
Для электрода годится угольная щетка от коллекторного электродвигателя или графитовый вкладыш от троллейбусной штанги. На рабочей плоскости электрода вырезается ножом небольшая лунка, в которую засыпается флюс и где формируется на свариваемых жилах расплавленный шарик. Вариант конструкции зажимов для электрода и свариваемых жил показан на рис. 16. Можно работать и раздельными зажимами, но связанными в одну конструкцию. Однако при этом потребуется помощник для выключения трансформатора.
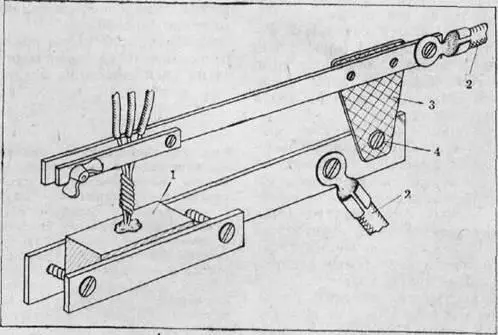
Рис. 16. Зажим для сварки жил проводов: 1– угольный электрод; 2 – шина для подключения к сварочному трансформатору; 3 – изоляционная пластина; 4 – шарнирное соединение
С проводов, подлежащих сварке, осторожно срезают изоляцию на длине 40–50 мм, зачищают провода наждачной бумагои до блеска и скручивают под сварку (рис. 17). Для защиты расплава or кислорода воздуха электромонтажники применяют флюс «ВАМИ», состоящий из хлористого калия, хлористого натрия и криолита, взятых в соотношении 5:3:2 (по массе). Можно обойтись и обычной бурой (тетраборатом натрия), продающейся в аптеках.
Перед сваркой в лунку угольного электрода насыпают флюс и опускают скрутку проводов, прижимая их к электроду. Включают трансформатор. Под слоем расплавившегося флюса концы жил оплавляются и сливаются в шарик. Помните, что отводить жилы от электрода можно только после остывания (затвердевания) спая. За процессом сварки наблюдают через очки для газосварщика или синий светофильтр, закрепленный на очковой оправе.
Чтобы уменьшить потери напряжения, трансформатор размещают поближе к месту сварки. Сетевой выключатель выводят отдельным шнуром и держат в левой руке. Для этой цели подходит проходной выключатель, устанавливаемый в торшерах или настольных лампах в разрезе шнура. После сварки соединение очищают от флюса стальной щеткой, покрывают лаком и изолируют.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Домашний электрик»
Представляем Вашему вниманию похожие книги на «Домашний электрик» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.








Обсуждение, отзывы о книге «Домашний электрик» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.