Евгений Костенко - Слесарное дело - Практическое пособие для слесаря
Здесь есть возможность читать онлайн «Евгений Костенко - Слесарное дело - Практическое пособие для слесаря» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: М., Год выпуска: 2006, ISBN: 2006, Издательство: Array Литагент «ЭНАС», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Слесарное дело: Практическое пособие для слесаря
- Автор:
- Издательство:Array Литагент «ЭНАС»
- Жанр:
- Год:2006
- Город:М.
- ISBN:5-93196-659-5
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Слесарное дело: Практическое пособие для слесаря: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Слесарное дело: Практическое пособие для слесаря»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Приведены рекомендации по использованию материалов, основного и вспомогательного инструмента, оборудования, средств технических измерений, по организации выполнения работ и оборудованию рабочих мест. Рассмотрены вопросы охраны труда и производственной санитарии.
В пособие включены также краткие общие сведения по металловедению и металлообработке, сварочному делу, допускам и посадкам, технике измерений.
Пособие предназначено для профессиональной подготовки и повышения квалификации слесарей, учащихся ПТУ и УКК, а также для мастеров и инженерно-технического персонала.
Слесарное дело: Практическое пособие для слесаря — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Слесарное дело: Практическое пособие для слесаря», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Кузнечные прессы делят на следующие виды: для резания, механические для ковки в штампах, кузнечные гидравлические, винтовые для гибки. Прессы для штамповки делятся на кривошипные, эксцентриковые, вытяжные; гидравлические прессы – на единичного, двойного, тройного действия, для штамповки диафрагм с гидравлической подушкой, для вытягивания. К ним относятся также давильные станки.
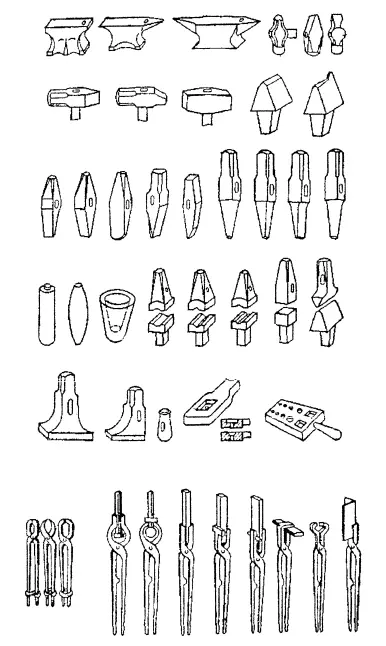
К основному кузнечному инструменту относятся: наковальня, ручной молот, зубило, пробойник, кузнечная оправка, инструмент для долбления, гладилка, гвоздильня, кузнечная форма и различного вида кузнечные клещи (рис. 37).
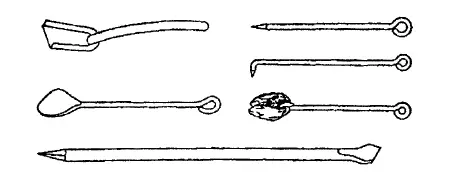
К вспомогательным инструментам относятся: совковая и обычная лопаты, крючок, стальной лом, капельница и щетка (рис. 38) и др.
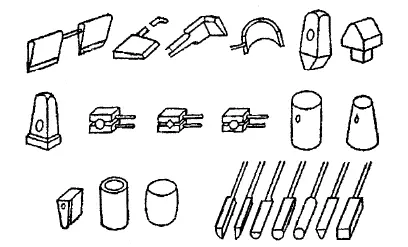
Основной инструмент для горячей обработки металлов давлением – это специальный кузнечный топор, надставка, закладочный материал, гладилка, подкладной штамп, пробойник, пережим, а также кузнечные клещи (рис. 39).
Выдавливание – это формование листового металла по определенной деревянной или металлической модели, вращающейся на шпинделе давильного станка, с использованием специальных инструментов.
Различают два вида давильных станков: с люнетом и с крестовым суппортом.
Выдавливание листового материала (рис. 40, а, б) выполняется с помощью ручного или суппортного инструмента, называемого да-вильником . Ручной давильник куется из стального или латунного прутка с разной формой ручек – полированной и закругленной (рис. 40, в).
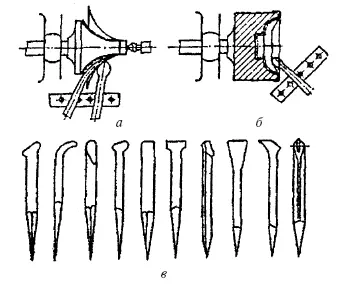
При выдавливании на давильных станках используются следующие виды моделей: пустотелые, составные и эксцентриковые. Модели могут быть деревянные, стальные, чугунные, латунные или алюминиевые.
6. ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ [4]
6.1. Газовая сварка
Сваркой называется процесс получения неразъемного соединения металлов в результате нагревания их источником тепла до состояния оплавления в месте соединения, давления или трения. Сварку выполняют с добавлением или без добавления присадочного материала.
Различают следующие виды сварки: газовая, дуговая, электрошлаковая, стыковая электрическая, атомная, плазменная давлением, трением, кузнечная. В настоящее время все более широкое распространение получают такие новые виды сварки, как индукционная, ультразвуковая, диффузионная, в вакууме, электронно-лучевая в вакууме, лазерная, взрывом.
Газовая сварка – это сварка с использованием пламени, получаемого при сгорании смеси различных горючих газов с кислородом.
Горючим газом, используемым для сварки, может быть: ацетилен, водород, светильный газ, пары бензина и пары бензола. Используемый горючий газ определяет вид газовой сварки (например, водородная, ацетиленовая сварка).
К основному и вспомогательному оборудованию и инструменту, используемым при ацетилено-кислородной сварке, относятся: ацетиленовый генератор или баллоны с ацетиленом, кислородом, горелка с набором наконечников, резиновые шланги, редукторы, плоские ключи по размерам гаек редукторов, а также гаек, соединяющих наконечники шлангов и наконечники горелок, ключ к вентилям баллона с ацетиленом, щиток с темными очками, тележка для перевозки баллонов, стальная щетка, молоток и клещи. Рабочее место сварщика может быть стационарным и передвижным.
Перед закреплением редуктора на баллоне следует открыть вентиль баллона с целью его продувки. После установки редуктора на баллон необходимо слегка отвинтить регулировочный болт редуктора и плавно открыть вентиль. Резкое открытие вентиля баллона может вызвать повреждение редуктора. В обратном порядке следует выполнить все операции после окончания работы. Декомпрессия манометров наступает при открытии кранов горелки.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Слесарное дело: Практическое пособие для слесаря»
Представляем Вашему вниманию похожие книги на «Слесарное дело: Практическое пособие для слесаря» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Слесарное дело: Практическое пособие для слесаря» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.