Евгений Костенко - Слесарное дело - Практическое пособие для слесаря
Здесь есть возможность читать онлайн «Евгений Костенко - Слесарное дело - Практическое пособие для слесаря» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: М., Год выпуска: 2006, ISBN: 2006, Издательство: Array Литагент «ЭНАС», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Слесарное дело: Практическое пособие для слесаря
- Автор:
- Издательство:Array Литагент «ЭНАС»
- Жанр:
- Год:2006
- Город:М.
- ISBN:5-93196-659-5
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Слесарное дело: Практическое пособие для слесаря: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Слесарное дело: Практическое пособие для слесаря»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Приведены рекомендации по использованию материалов, основного и вспомогательного инструмента, оборудования, средств технических измерений, по организации выполнения работ и оборудованию рабочих мест. Рассмотрены вопросы охраны труда и производственной санитарии.
В пособие включены также краткие общие сведения по металловедению и металлообработке, сварочному делу, допускам и посадкам, технике измерений.
Пособие предназначено для профессиональной подготовки и повышения квалификации слесарей, учащихся ПТУ и УКК, а также для мастеров и инженерно-технического персонала.
Слесарное дело: Практическое пособие для слесаря — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Слесарное дело: Практическое пособие для слесаря», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Способ охлаждения и вид охлаждающей жидкости при закалке стали зависит от сорта и марки стали, от требуемой степени закалки, а также от конфигурации и величины закаливаемой детали.
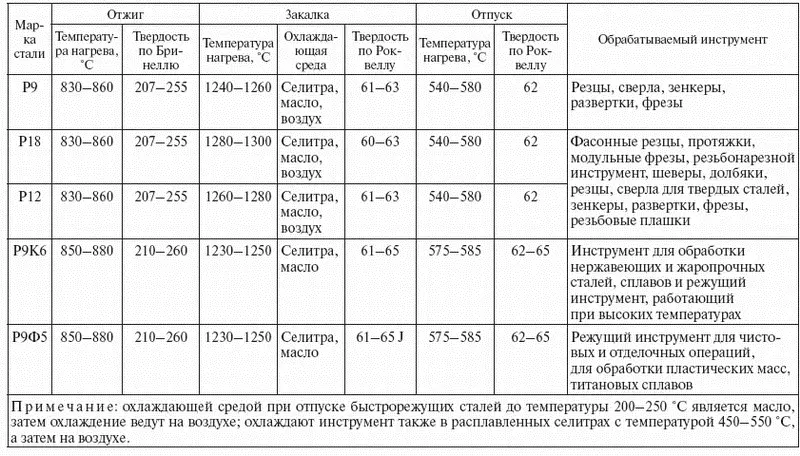
4.6. Термическая обработка быстрорежущей стали
Быстрорежущие стали относятся к группе высоколегированных. Они характеризуются красностойкостью и сохраняют высокую прочность, твердость и износостойкость при нагреве до 600–700 °C. Применяются для изготовления режущего инструмента высокой производительности. Основными легирующими материалами этих сталей являются вольфрам, ванадий и хром.
Термическая обработка быстрорежущих сталей имеет ряд особенностей, что обусловлено их пониженной теплопроводностью, наличием в их структуре значительного количества карбидов, а также низкой пластичностью стали.
Инструмент из быстрорежущей стали до температуры закалки нагревают ступенчато: вначале медленно до температуры 800–850 °C, затем быстрее до окончательной температуры закалки 1200–1300 °C. Ступенчатый нагрев позволяет избежать тепловых напряжений за счет уменьшения разности температуры поверхности и сердцевины изделия.
С целью предохранения инструмента от обезуглероживания перед нагревом его погружают в насыщенный раствор буры. Иногда предварительно подогретый до 800–850 °C инструмент перед окончательным нагревом покрывают порошком обезвоженной буры.
В качестве охлаждающей среды при закалке быстрорежущих сталей применяют подогретое минеральное масло или охлаждают инструмент на воздухе.
Структура закаленной быстрорежущей стали состоит из первичного мартенсита, остаточного аустенита и сложных карбидов.
Отпуск быстрорежущей стали следует производить как можно быстрее сразу после закалки. Как правило, рекомендуется вести многократный отпуск.
Сталь до температуры отпуска нагревается постепенно и равномерно (температура нагревания стали при отпуске находится в границах 380–570 °C в зависимости от марки стали). Выдержка после нагрева производится в течение часа. Охлаждение ведут на воздухе.
Если после закалки применяют обработку быстрорежущей стали холодом при температуре –80 °C, то производят только один отпуск.
После термической обработки структура быстрорежущей стали состоит из отпущенного мартенсита и карбидов.
Температура нагревания быстрорежущей стали для ковки в зависимости от марки составляет 950–1150 °C. В первый период до 850 °C нагревают постепенно, а затем – быстро до требуемой температуры ковки. После ковки сталь постепенно охлаждается в песке или в пепле.
Для снижения твердости стали ее нагревают до температуры 800–850 °C и выравнивают температуру по сечению. Охлаждать следует постепенно до температуры 650 °C. Дальнейшее охлаждение можно вести на воздухе (табл. 24).
4.7. Поверхностная закалка стали
Поверхностная закалка стали состоит из быстрого нагрева поверхностного слоя стали до температуры, значительно превышающей критическую, и последующего быстрого ее охлаждения. При этом обеспечивается высокая поверхностная твердость при мягкой и пластичной сердцевине детали.
В промышленности применяются следующие способы нагрева для поверхностной закалки: газопламенный (ацетилено-кислородным пламенем); контактный или индукционный электронагрев; в электролите; в соляных и металлических ваннах.
Для индукционного нагрева применяют ток промышленной, средней и высокой частоты.
В качестве электролитов при нагреве за счет пропускания тока между деталью-катодом и корпусом ванны – анодом применяются 10 %-ные растворы поваренной соли, поташа и кальцинированной соды.
Основное преимущество поверхностной закалки стали – повышение выносливости детали к воздействию разного рода динамических нагрузок (например, изгибающих, на срез) при сохранении большой износостойкости. Этот метод позволяет получить твердую износостойкую поверхность и пластичную сердцевину.
Применяя поверхностную закалку стали, сокращают время обработки, так как нагрев длится недолго. При небольшом времени обработки не происходит обезуглероживания и окисления стали. Нагревание только наружного слоя исключает возможность появления больших напряжений.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Слесарное дело: Практическое пособие для слесаря»
Представляем Вашему вниманию похожие книги на «Слесарное дело: Практическое пособие для слесаря» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Слесарное дело: Практическое пособие для слесаря» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.