Евгений Костенко - Слесарное дело - Практическое пособие для слесаря
Здесь есть возможность читать онлайн «Евгений Костенко - Слесарное дело - Практическое пособие для слесаря» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: М., Год выпуска: 2006, ISBN: 2006, Издательство: Array Литагент «ЭНАС», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Слесарное дело: Практическое пособие для слесаря
- Автор:
- Издательство:Array Литагент «ЭНАС»
- Жанр:
- Год:2006
- Город:М.
- ISBN:5-93196-659-5
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Слесарное дело: Практическое пособие для слесаря: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Слесарное дело: Практическое пособие для слесаря»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Приведены рекомендации по использованию материалов, основного и вспомогательного инструмента, оборудования, средств технических измерений, по организации выполнения работ и оборудованию рабочих мест. Рассмотрены вопросы охраны труда и производственной санитарии.
В пособие включены также краткие общие сведения по металловедению и металлообработке, сварочному делу, допускам и посадкам, технике измерений.
Пособие предназначено для профессиональной подготовки и повышения квалификации слесарей, учащихся ПТУ и УКК, а также для мастеров и инженерно-технического персонала.
Слесарное дело: Практическое пособие для слесаря — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Слесарное дело: Практическое пособие для слесаря», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Развертка – это многолезвийный режущий инструмент, используемый для окончательной обработки отверстий с целью получения отверстия высокой степени точности и с поверхностью незначительной шероховатости.
Развертки подразделяются на черновые и чистовые. Окончательным развертыванием достигается точность 2–3 классов (10 –7 квали-тет), а при особо тщательном выполнении – 1-го класса (6–5 квалите-та) при шероховатости поверхности 7–8 классов чистоты (высота микронеровностей 1,25–0,32 мкм).
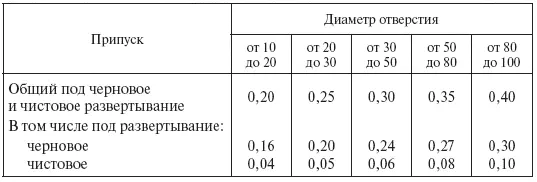
Развертывание дает окончательный размер отверстия, требуемый по чертежу. Диаметр отверстия под развертывание должен быть меньше окончательного на величину припуска на развертывание (табл. 10).
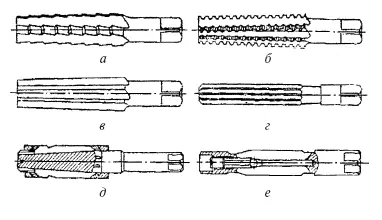
Различают следующие виды разверток: по способу использования – ручные и машинные, по форме – с цилиндрической или конической рабочей частью, по точности обработки – черновые и чистовые, по конструкции – с цилиндрическим хвостовиком, с коническим (конус Морзе) хвостовиком и насадные. Насадные развертки могут быть цельными, со вставными ножами и плавающие. Ручные развертки могут быть цельными и разжимными. Развертки могут иметь простые и винтовые зубья. На рис. 25 представлены ручные развертки.
Число зубьев развертки зависит от ее диаметра и назначения. Число зубьев у ручных и машинных разверток с прямыми зубьями чаще всего четное (например, 8, 10, 12, 14). Развертки со спиральными зубьями имеют лево– и правосторонние режущие части.
Разжимные и регулируемые развертки используются при ремонтных работах для развертывания отверстий, которые имеют разный допуск, а также для минимального увеличения уже окончательно выполненного отверстия.
В комплект конических разверток для гнезд с конусом Морзе входят три развертки: черновая, промежуточная и чистовая (коническая) развертки.
Котельные развертки находят применение при котельных работах для увеличения отверстий под заклепки.
Развертка имеет следующие элементы: рабочую часть, шейку и хвостовик (конусный или цилиндрический).
Хвостовики ручных трехперых разверток закрепляются в постоянных или регулируемых державках.
Развертки имеют неравномерный шаг режущих кромок: с целью улучшения качества отверстия и предупреждения его граненности зубья располагаются по окружности на разном расстоянии один от другого.
Для охлаждения инструмента, уменьшения трения, а также для увеличения срока службы режущей части инструмента используются СОЖ. В табл. 11 приведены составы СОЖ, используемые при развертывании отверстий в различных материалах.
Таблица 11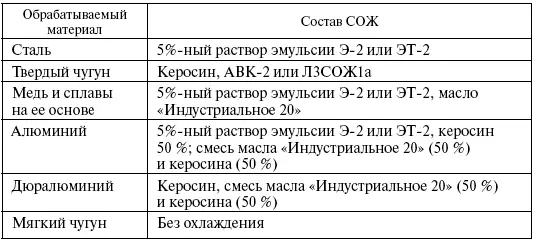
Для изготовления разверток применяются углеродистые инструментальные стали У10А и У12А, легированные инструментальные стали 9ХС, ХВ, ХГСВФ, быстрорежущие стали Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов и марки ВК8 для обработки чугуна и других хрупких металлов. Развертки из быстрорежущей стали делаются с приваренными хвостовиками из стали 45. Корпуса сборных, а также регулируемых и насадных разверток делаются из конструкционных сталей.
Пробойник (рис. 26) – это слесарный инструмент, выполняемый из углеродистой инструментальной стали У7 или У8, который служит для пробивания отверстий в листовых или полосовых металлических или неметаллических материалах толщиной не более 4 мм.
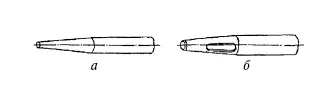
Рабочая часть пробойника может иметь круглую, прямоугольную, квадратную, овальную или другую форму. Пробойник для кожи и жести имеет в рабочей части слепое отверстие, которое соединяется с продольным боковым отверстием, проходящим через стенку нижней части пробойника. Через это отверстие удаляются отходы.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Слесарное дело: Практическое пособие для слесаря»
Представляем Вашему вниманию похожие книги на «Слесарное дело: Практическое пособие для слесаря» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Слесарное дело: Практическое пособие для слесаря» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.