Евгений Костенко - Слесарное дело - Практическое пособие для слесаря
Здесь есть возможность читать онлайн «Евгений Костенко - Слесарное дело - Практическое пособие для слесаря» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: М., Год выпуска: 2006, ISBN: 2006, Издательство: Array Литагент «ЭНАС», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Слесарное дело: Практическое пособие для слесаря
- Автор:
- Издательство:Array Литагент «ЭНАС»
- Жанр:
- Год:2006
- Город:М.
- ISBN:5-93196-659-5
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Слесарное дело: Практическое пособие для слесаря: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Слесарное дело: Практическое пособие для слесаря»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Приведены рекомендации по использованию материалов, основного и вспомогательного инструмента, оборудования, средств технических измерений, по организации выполнения работ и оборудованию рабочих мест. Рассмотрены вопросы охраны труда и производственной санитарии.
В пособие включены также краткие общие сведения по металловедению и металлообработке, сварочному делу, допускам и посадкам, технике измерений.
Пособие предназначено для профессиональной подготовки и повышения квалификации слесарей, учащихся ПТУ и УКК, а также для мастеров и инженерно-технического персонала.
Слесарное дело: Практическое пособие для слесаря — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Слесарное дело: Практическое пособие для слесаря», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Второй способ отпуска основан на полном охлаждении инструмента после закалки, его очистке и новом нагревании до соответствующей температуры отпуска (температура и цвета налета приведены выше), при достижении которой инструмент быстро охлаждается. После отпуска режущая часть затачивается. Твердость рабочей части зубил и крейцмейселей на длине 0,3–0,5 конусной части HRC 52–57, ударной части на длине 15–25 мм – HRC 32–40 (методы определения и обозначения твердости металлов рассмотрены в п. 4.3).
Для механического обрезания используется ручной пневматический молоток с вставленным в него зубилом.
Пневматический молоток приводится в движение сжатым воздухом. Пневматические молотки применяются также при клепальных и строительных работах. Они обеспечивают (в зависимости от конструкции) от 750 до 3000 ударов в минуту. Используются как в закрытых помещениях, так и на открытых площадках при монтажно-строи-тельных работах.
Головки зубил и крейцмейселей имеют скошенные, закругленные с торца отшлифованные поверхности. В случае затупления или повреждения острия режущую часть зубила следует заточить на соответствующий угол. Инструмент после работы необходимо очистить от грязи и протереть обтирочным материалом, смоченным в масле.
При несоблюдении требований техники безопасности при разрезании, вырезании и обрезании слесарь чаше всего получает ранения рук или лица от осколков обрабатываемых материалов или инструмента. Работать с зубилом или крейцмейселем следует в защитных очках и в рукавицах. Рабочее место слесаря, работающего с зубилом, обязательно должно быть ограждено защитной сеткой.
2.7. Ручная и механическая правка и гибка металла
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с помощью молотка с использованием слесарных щипцов или кузнечных клещей на плите для правки, в тисках или в формах или на наковальне. Можно также гнуть металл в различных гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
Молоток – это ударный инструмент, состоящий из металличе-кой головки, рукоятки и клина рис. 11).
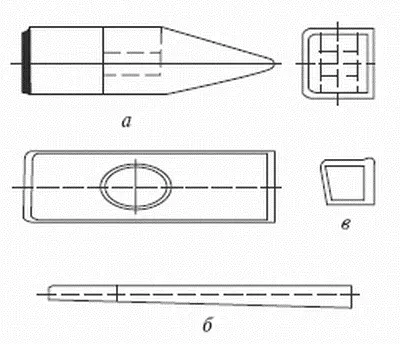
Молоток широко используется при выполнении разных операций слесарном деле; это один из основных инструментов при выполнении слесарных работ.
Металлическая часть состоит из следующих элементов: клино-идной части, слегка закругленного обуха (ударная часть) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивают деревянный или металлический клин, предохраняющий молоток от спадания с рукоятки.
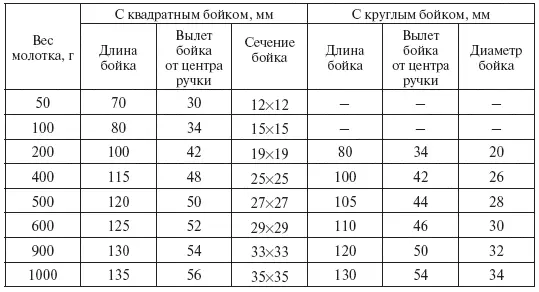
Молотки бывают с круглым и с квадратным бойком. Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8 (табл. 1). Рабочая часть молотков подвергается закалке до твердости HRC 49–56.
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы. Правку производят горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Чаще всего подвергают правке проволоку, горячекатаный или холоднотянутый пруток, полосовой и листовой металл. Реже правке подвергается сортовой металл (угольники, швеллеры, тавры, двутавры и рельсы).
Материал или изделие из цветных металлов следует править с учетом его физико-механических свойств молотком, изготовленным из соответствующего металла. Используют молотки из следующих цветных металлов: меди, свинца, алюминия или латуни, а также деревянные и резиновые молотки.
Гибкой называют операцию придания металлу определенной конфигурации без изменения его сечения и обработки металла резанием. Гибку производят холодным или горячим способом вручную либо с использованием приспособлений и машин. Гибку можно осуществлять в тисках или на наковальне. Гибку металла и придание ему определенной формы может облегчить использование шаблонов, стержневых форм, гибочных штампов и приспособлений. Гибка большого количества металлических прутков для придания им определенной формы возможна только в специально сконструированных и изготовленных для этой цели штампах и гибочном оборудовании.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Слесарное дело: Практическое пособие для слесаря»
Представляем Вашему вниманию похожие книги на «Слесарное дело: Практическое пособие для слесаря» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Слесарное дело: Практическое пособие для слесаря» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.