Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие
Здесь есть возможность читать онлайн «Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2005, ISBN: 2005, Издательство: Array Литагент «ЭНАС», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Столярные, плотничные, стекольные и паркетные работы: Практическое пособие
- Автор:
- Издательство:Array Литагент «ЭНАС»
- Жанр:
- Год:2005
- ISBN:5-93196-560-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Для профессиональной подготовки и повышения квалификации столяров, плотников, стекольщиков и паркетчиков, учащихся ПТУ и учебно-курсовых комбинатов, а также для инженерно-технического персонала и лиц, ответственных за безаварийную работу при выполнении столярных, плотничных, стекольных и паркетных работ. Может быть полезна широкому кругу читателей.
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Основание верстака делают из древесины хвойных пород, а верстачную доску (крышку) – из древесины березы, дуба, ясеня, бука. Толщина верстачной доски 60–70 мм, ширина 400–500 мм.
По росту верстак подбирают следующим образом: столяр или плотник должен встать около верстака и опереться на него ладонями. Если в выпрямленном состоянии столяр без затруднений опирается на верстак, то он подобран правильно. При низком верстаке работающему приходится нагибаться, а при высоком – вытягивать руки, что утомляет его.
При эксплуатации верстака надо следить за его исправностью. Верстачная доска должна быть ровной, без перекосов, так как на перекошенной доске трудно выполнять точную работу. Тиски должны прочно зажимать обрабатываемый материал, а болты, закрепляющие верстак, должны быть хорошо затянуты. Клинья должны входить в гнездо плотно, но не слишком туго, чтобы не выколоть их края, причем гнезда должны иметь одинаковый размер, чтобы клин можно было вставить в любое гнездо.
Винты делают обычно металлическими, реже деревянными. Для плавного движения винты и ходовые части верстака периодически смазывают. В нерабочем состоянии винты рекомендуется держать слегка затянутыми.
Для повышения долговечности верстак после изготовления покрывают олифой. Не следует устанавливать его вблизи отопительных приборов, ставить на него горячие предметы, а также подвергать увлажнению.
При выполнении работ, в процессе которых можно повредить верстак (пиление, долбление, сверление, резание стамеской), необходимо под обрабатываемые элементы положить доску-подкладку.
Рабочее место должно быть хорошо освещено равномерным светом, содержаться в чистоте, быть очищено от щепы, стружки, опилок и др. По окончании работы его нужно убирать.
Мелкие детали зажимают струбцинами. Они представляют собой скобу, через один конец которой проходит винт диаметром 20–25 мм с ручкой диаметром 25–30 мм. Струбцины могут быть деревянными (рис. 6, а ) или металлическими (рис. 6, б ). Металлические струбцины более прочны. Для склеивания небольших делянок в щиты применяют металлические ваймы (рис. 6, в ).
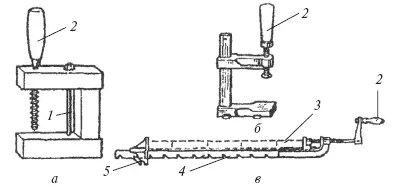
Рис. 6.Приспособления для зажима: а – струбцина деревянная; б – струбцина металлическая; в – вайма для склеивания щитов; 1 – стяжной болт; 2 – винт; 3 – склеиваемые элементы; 4 – остов ваймы; 5 – передвижной упор
2. Основы резания древесины
Механическая обработка древесины производится двумя способами: с нарушением волокон (пиление, строгание, фрезерование, долбление, сверление, циклование и шлифование) и без нарушения волокон (гнутье, прессование, лущение шпона и строгание ножевой фанеры).
Обработка древесины ведется в основном с нарушением волокон древесины, причем наиболее распространенным методом обработки является резание.
Различают резание древесины со стружкообразованием (пиление, строгание, фрезерование, долбление, сверление, циклование и шлифование) и без отделения стружки (образование шпона на лущильных станках, раскрой шпона на ножницах, строгание ножевой фанеры, раскалывание древесины, колка дров, клепок для бочек и др.).
Обработка древесины резанием производится режущим инструментом, имеющим один резец (нож), несколько резцов (фрезы) и много резцов (пилы).
Процесс резания состоит в том, что под воздействием внешней силы металлический резец (нож), имеющий форму клина, внедряясь в древесину режущей кромкой (лезвием), перерезает волокна и отделяет их в виде опилок и стружки.
В процессе резания образуется длинная стружка, при получении которой на поверхности древесины создаются неровности (вырывы). Чтобы этого избежать, стружку необходимо надломить, для чего в рубанке устанавливают стружколом (горбатик).
Резец (рис. 7, а) имеет форму клина и состоит из режущей кромки (лезвия), передней, задней и боковой поверхностей. Плоскость, вдоль которой прямолинейно продвигается режущая кромка резца, называется плоскостью резания. Угол β образуемый передней и задней поверхностями резца, называется углом заострения, или углом заточки. Угол δ, образуемый передней поверхностью резца и плоскостью резания, называется углом резания. Задний угол α образуется между задней поверхностью резца и плоскостью резания. Передний угол γ образуется между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»
Представляем Вашему вниманию похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.