Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие
Здесь есть возможность читать онлайн «Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы - Практическое пособие» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2005, ISBN: 2005, Издательство: Array Литагент «ЭНАС», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Столярные, плотничные, стекольные и паркетные работы: Практическое пособие
- Автор:
- Издательство:Array Литагент «ЭНАС»
- Жанр:
- Год:2005
- ISBN:5-93196-560-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Для профессиональной подготовки и повышения квалификации столяров, плотников, стекольщиков и паркетчиков, учащихся ПТУ и учебно-курсовых комбинатов, а также для инженерно-технического персонала и лиц, ответственных за безаварийную работу при выполнении столярных, плотничных, стекольных и паркетных работ. Может быть полезна широкому кругу читателей.
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Лакокрасочные материалы на плоские поверхности наносят на вальцовочных станках, которые входят в автоматические линии, где последовательно выполняют следующие операции: подогрев полотна дверей, грунтование, сушка, шлифование, подогрев полотна, лакирование, сушка. Плоские детали (щиты, двери, плиты) можно отделывать на лаконаливной машине (рис. 128). Основная часть машины – наливочная головка. Процесс нанесения лакокрасочных материалов наливом состоит в том, что уложенные на конвейер детали подаются им под наливочную головку, из которой в виде непрерывной завесы стекает лакокрасочный материал и покрывает детали равномерно по всей ширине одинаковым по толщине слоем краски, лака.
По сравнению с пневматическим распылением при обливе уменьшаются потери лакокрасочных материалов и улучшаются санитарные условия работы в цехе.
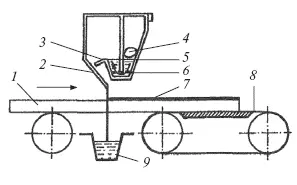
Рис. 128.Схема лаконаливной машины: 1 – деталь; 2 – экран; 3 – сливная плотина; 4 – коллектор; 5 – перегородка; 6 – фильтр; 7 – покрытие; 8 – конвейер; 9 – лоток
Сушка лакокрасочных покрытий.После нанесения лакокрасочных покрытий изделия сушат в сушильных камерах, которые в зависимости от конструкции подразделяются на конвективные, терморадиационные, терморадиационно-конвективные. Камеры могут быть проходными или тупиковыми.
Сроки высыхания лакокрасочных материалов зависят от вида красок, толщины слоя и температуры среды, в которой сушится покрытие. Ускорить высыхание лакокрасочного покрытия можно тремя способами: путем аккумулирования теплоты в древесине (предварительный подогрев древесины), конвективным и терморадиационным.
Процесс аккумулирования теплоты заключается в следующем: поверхность изделия перед окраской предварительно подогревают до температуры 100–105 °C, затем окрашивают и подают в другую камеру для сушки. Так как изделие было предварительно нагрето, при прохождении через вторую камеру растворители быстро испаряются и поверхность высыхает. Этот способ особенно эффективен при отделке быстросохнущими лакокрасочными материалами: сокращаются сроки сушки покрытия и расход растворителей.
При конвективной сушке теплота передается от источника к окрашенной поверхности воздухом, нагретым до 40–60 °C. Ввиду небольшой теплотворной способности воздуха теплота от окрашенной поверхности передается медленно, поэтому и поверхности изделий сохнут также медленно.
Более рациональным является терморадиационный способ сушки лакокрасочных покрытий, при котором ускоряется сам процесс сушки и требуются камеры меньших размеров. Процесс сушки сокращается за счет поглощения окрашиваемой поверхностью инфракрасных лучей, излучаемых нагретыми трубчатыми нагревателями.
Поверхность окрашенных изделий, поглощая инфракрасные лучи, нагревается, начиная с нижней части лакокрасочного покрытия, что дает возможность свободно испаряться нагретым растворителям.
Испаряясь и проходя через слой краски, растворители одновременно прогревают его, что вызывает интенсивное нагревание всего слоя краски и значительно ускоряет сушку.
Для облицовывания стен, перегородок применяют бумажно-слоистый пластик – листовой материал, получаемый путем прессования при высоком давлении специальных бумаг, которые пропитаны карбамидными или фенолформальдегидными смолами. Бумажно-слоистый пластик бывает разного цвета с глянцевой или полированной поверхностью. Он достаточно прочен, водостоек, долговечен, легко моется.
Пластик толщиной 1–1,6 мм крепят к поверхности на мастиках (КН-2, КН-3), а толщиной 2–3 мм – раскладками, прикрепляемыми к деревянному каркасу.
Отделывать поверхность стен, перегородок листами пластика начинают с нижнего ряда из угла помещения.
Листы стыкуют между собой как в вертикальном, так и в горизонтальном направлении.
До начала работ листы прирезают по размеру, прифуговывают кромки, проверяют правильность стыковки кромок. Мастику наносят на тыльную сторону листа равномерным слоем толщиной не более 1 мм. Намазанной стороной аккуратно без смещения и перекосов лист прикладывают к поверхности стены, после чего тряпкой притирают равномерно сначала в середине листа, а затем поочередно влево и вправо, вверх и вниз. Излишки мастики, грязь снимают тампоном, смоченным в ацетоне. Между листами оставляют руст (зазор в стене) шириной 5 мм. Положение листов до момента схватывания мастики фиксируют инвентарными прижимающими приспособлениями. Швы между листами окрашивают водоэмульсионными красками или заклеивают на мастике КН-2 поливинилхлоридной безосновной пленкой.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие»
Представляем Вашему вниманию похожие книги на «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Столярные, плотничные, стекольные и паркетные работы: Практическое пособие» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.