Николай Звонарев - Домашний слесарь
Здесь есть возможность читать онлайн «Николай Звонарев - Домашний слесарь» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2009, ISBN: 2009, Издательство: Array Литагент «Центрполиграф», Жанр: Хобби и ремесла, Сделай сам, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Домашний слесарь
- Автор:
- Издательство:Array Литагент «Центрполиграф»
- Жанр:
- Год:2009
- Город:Москва
- ISBN:978-5-9524-4265-8
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Домашний слесарь: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Домашний слесарь»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Домашний слесарь — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Домашний слесарь», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
1 – болт; 2 – рукоятка; 3 – основание;
4 – поворотная часть; 5 – рычаг; 6 – стопорная планка;
7 – подвижная губка; 8 – пластинки;
9 – неподвижная губка; 10 – гайка; 11 – винт
Размеры слесарных тисков определяются шириной их губок, которая составляет для поворотных тисков 80, 100, 120 и 140 мм и раскрытием (разводом) их на 65, 100, 140 и 180 мм.
Неповоротные параллельные тиски (рис. 4) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную 4 и подвижную 2. Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с крестообразной насечкой из инструментальной стали и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 при помощи рычага 1 . От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой 8. Ширина губок неповоротных параллельных тисков составляет 60, 80, 100, 120 и 140 мм, наибольшее раскрытие губок – 45, 65, 100, 140 и 180 мм.
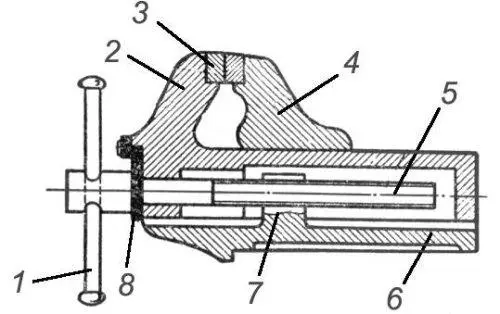
Рис. 4. Неповоротные параллельные тиски:
1 – рычаг; 2 – подвижная губка; 3 – пластинки;
4 – неподвижная губка;
5 – винт; 6 – основание;
7 – гайка; 8 – стопорная планка
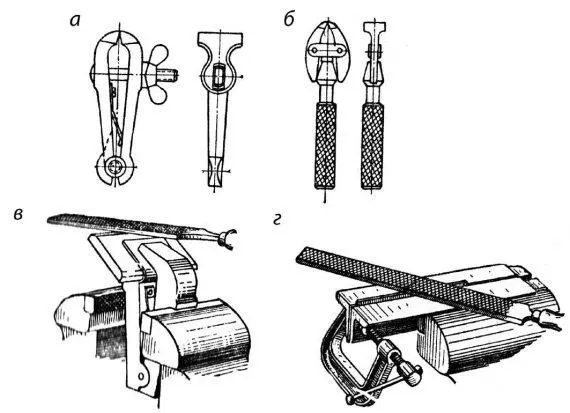
Рис. 5. Закрепление деталей в ручных тисках и струбцинах:
а, б – ручные слесарные тиски, в – использование косогубых тисков, г – применение струбцины
Ручные тиски (рис. 5, а) изготавливаются с шириной губок: 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм; тип 2 для мелких работ (рис. 5, б) с шириной губок 6, 10 и 16 мм и раскрытием губок 5,5 и 6,5 мм. Иногда форма детали не дает возможности зажать ее в нужном положении, так например, в случае, когда требуется опилить фаску под некоторым углом. В таких случаях применяют косогубые тисочки (рис. 5, в), в которые захватывают деталь и зажимают в губки параллельных тисков. Для удобства одновременной обработки нескольких одинаковых деталей или тонких длинных заготовок применяют специальные струбцины (рис. 5, г).
Ручные тиски изготовляются из качественной конструкционной углеродистой стали марки 45–50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60–70.
При работе на тисках следует соблюдать следующие правила:
– перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
– не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
– при креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
– по окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
– после окончания работ разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
Рабочий инструмент
При выполнении слесарных работ пользуются разнообразными инструментами и приспособлениями. Рабочий инструмент слесаря подразделяется на ручной и механизированный.
Типовой набор ручного инструмента делится на:
а) режущие инструменты – зубила, крейцмейсель, набор напильников, ножовка, шаберы, спиральные сверла, цилиндрические и конические развертки, круглые плашки, метчики, абразивные инструменты (бруски и пасты) и др.;
б) вспомогательные инструменты – слесарный и рихтовальный молотки, керн, чертилка, разметочный циркуль, плашкодержатель, вороток и т. п.;
в) слесарно-сборочные инструменты – отвертки, гаечные ключи, бородок, плоскогубцы, ручные тиски и др.
Молотки слесарные являются наиболее распространенным ударным инструментом. Они служат для нанесения ударов при рубке, пробивании отверстий, клепке, правке и т. д. В слесарном деле применяются молотки двух типов – с круглыми и квадратными бойками (рис. 6, а). Молотки с круглым бойком применяют в тех случаях, когда требуется значительная сила или точность удара. Молотки с квадратным бойком выбирают для более простых работ. Молотки изготавливаются из сталей марок 50, 40Х или из стали У7; их рабочие части – боек и носок – подвергают закалке на длину не менее 15 мм с последующей зачисткой и полировкой.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Домашний слесарь»
Представляем Вашему вниманию похожие книги на «Домашний слесарь» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.
Обсуждение, отзывы о книге «Домашний слесарь» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.