Наталья Коршевер - Электрика в доме
Здесь есть возможность читать онлайн «Наталья Коршевер - Электрика в доме» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2008, ISBN: 2008, Издательство: Вече, Жанр: Домоводство, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Электрика в доме
- Автор:
- Издательство:Вече
- Жанр:
- Год:2008
- Город:Москва
- ISBN:978-5-222-13712-3
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Электрика в доме: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Электрика в доме»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Электрика в доме — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Электрика в доме», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
При отсутствии прибора ЛАТР его можно изготовить (намотать) самостоятельно. В качестве сердечника трансформатора берут Ш-образное трансформаторное железо; сечение магнитопровода должно быть не менее 25 см 2. Количество витков для первичной и вторичной обмоток несложно подсчитать по следующим формулам:

где W 1и W 2– число витков первичной и вторичной обмоток;
U 1и U 2– напряжение на входе и на выходе трансформатора;
S – сечение магнитопровода трансформаторного Ш-образного железа.
Рассмотрим конкретный пример: необходимо намотать трансформатор с сечением магнитопровода в 30 см 2, который можно использовать при сетевом напряжении 220 В; напряжение на выходе должно быть 10 В. При таких условиях W1 = 40 x 220/30 = 293,33, то есть 293; W2 = 40 x 10/30 = 13,33, то есть 13. Таким образом, первичная обмотка трансформатора должна состоять из 293 витков, а вторичная – из 13. При условии, что для первичной обмотки необходимо использовать провод диаметром 0,8–1 мм, общее сечение проводов вторичной обмотки должно быть не меньше 15–20 мм 2. Обмотку удобнее всего наматывать одновременно тремя параллельными проводами диаметром по 3 мм.
Для изготовления электрода можно использовать угольную щетку старого коллекторного электродвигателя или графитовый вкладыш троллейбусной штанги. В щетке или вкладыше выдалбливают небольшую лунку, в которую помещают флюс и которая способствует формированию из расплава шарика. Готовый электрод с флюсом надежно фиксируют в зажимах.
При сварочных работах на таком оборудовании необходим помощник, поскольку, манипулируя двумя контактами одновременно, нельзя самостоятельно включить и выключить трансформатор. Но если, кроме трансформатора, сделать зажим (рис. 23), который одновременно будет фиксировать и угольный электрод, и соединяемые провода, то помощник окажется лишним.
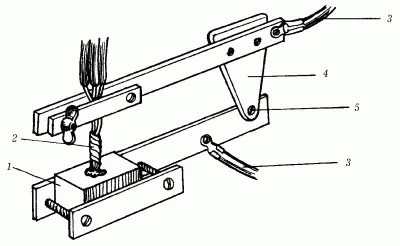
Рис. 23. Шарнирный зажим для соединения проводов способом сварки: 1 – угольный электрод; 2 – скрутка из жил; 3 – жилы для подключения к сварочному трансформатору; 4 – изоляционная пластина; 5 – шарнирное соединение.
Подготовка проводов для осуществления неразъемного соединения способом сварки аналогична подготовке к пайке, хотя имеет одну особенность: скручивание проводов для сварки необходимо выполнять только параллельным способом, а оставшиеся от скрутки концы жил должны иметь одинаковую длину, обеспечивающую обеим жилам надежный контакт с угольным электродом (рис. 24).
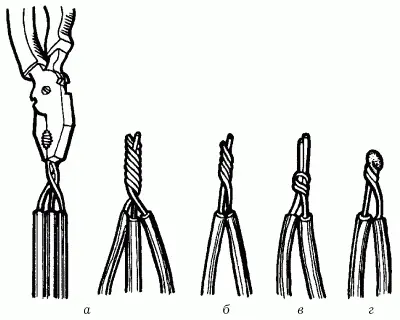
Рис. 24. Способ скрутки под сварку: а – алюминиевые жилы; б, в – алюминиевая и медная жилы; г – готовое сварное соединение.
В процессе сварки также участвует флюс. Его назначение то же, что и при пайке, – защитить расплав от кислорода воздуха. Состоит флюс для сварки из 5 частей хлористого калия, 3 частей хлористого натрия и 2 частей криолита; можно использовать в качестве сварочного флюса и обычную буру (тетраборат натрия).
Процесс сварки производят в следующем порядке: угольный электрод обжигают (безопаснее это делать на открытом воздухе), в лунку угольного электрода насыпают флюс, в массу флюса опускают скрутку проводов и прижимают к электроду, включают трансформатор. Под действием электрического тока угольный электрод начинает разогреваться, флюс расплавляется и обволакивает свариваемые жилы, прекращая доступ к ним кислорода и тем самым предотвращая окисление металла жил. Когда достигается температура плавления металла, жилы оплавляются и сливаются в шарик. Трансформатор отключают. Для того чтобы трансформатор можно было отключить в любой момент, в его конструкции используют проходной выключатель (такие обычно применяются на шнурах торшеров), который отводят отдельным шнуром и держат в руке.
После того как место спайки окончательно остынет и затвердеет (размыкать контакт жил и электрода раньше этого времени нельзя, так как можно получить серьезный ожог брызгами расплавленного металла), его очищают от флюса, покрывают лаком и изолируют.
Где следует установить сварочный трансформатор на время сварки? Исходя из соображений качества сварных работ, трансформатор должен находиться в непосредственной близости от места работы, то есть длина жил, соединяющих трансформатор с угольным электродом и свариваемыми жилами, должна быть минимальной. Чем дальше находится трансформатор от того места, где делают сварку, тем больше потери напряжения из-за протяженности электрической линии, а следовательно, страдает качество сварного соединения.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Электрика в доме»
Представляем Вашему вниманию похожие книги на «Электрика в доме» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Электрика в доме» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.